La clave para mantener la empaquetadura de prensaestopas de Teflón es la monitorización regular de fugas y fricción, mientras que la solución de problemas se centra en ajustes metódicos y análisis de la causa raíz. El mantenimiento eficaz implica corregir las fugas con ajustes graduales de compresión, prevenir el desgaste excesivo mediante una instalación adecuada y evitar la degradación del material asegurando la compatibilidad química.
Los fallos más comunes en la empaquetadura de prensaestopas de Teflón no se deben al material en sí, sino a una instalación incorrecta y a una falta de comprensión de su función. El verdadero éxito reside en una instalación proactiva y en buscar una fuga controlada y mínima en lugar de un apriete excesivo reactivo.

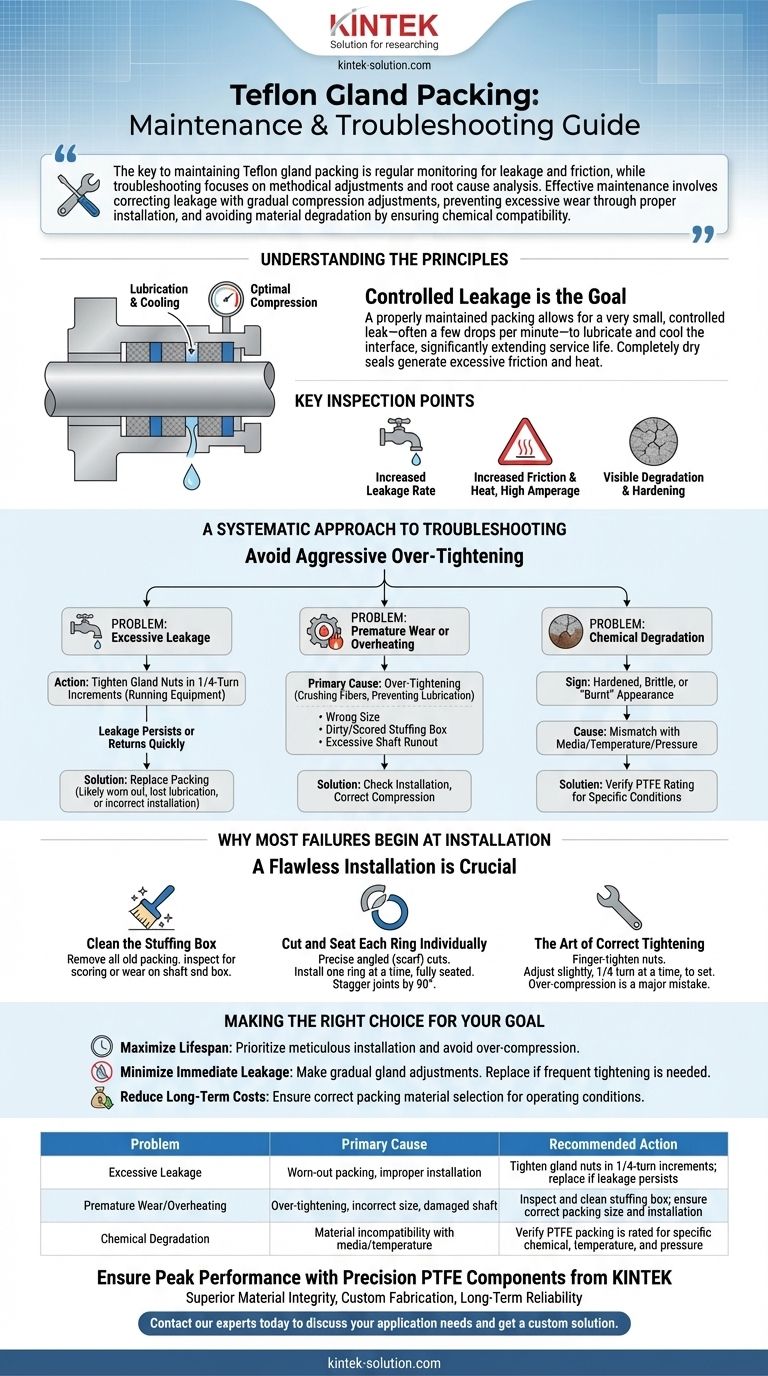
Comprensión de los principios del mantenimiento de empaquetaduras
El mantenimiento eficaz no consiste en eliminar todas las fugas; consiste en gestionarlas. Una pequeña cantidad de fuga suele ser intencionada, ya que proporciona lubricación y refrigeración esenciales a la empaquetadura y al eje.
El objetivo de la fuga controlada
La empaquetadura del prensaestopas funciona creando un sello mediante compresión. Sin embargo, un sello completamente seco genera fricción y calor excesivos, lo que puede dañar tanto la empaquetadura como el eje del equipo.
Una empaquetadura mantenida correctamente permite una fuga muy pequeña y controlada —a menudo unas pocas gotas por minuto— para lubricar y enfriar la interfaz, extendiendo significativamente la vida útil del sistema.
Puntos clave de inspección
La inspección regular es la piedra angular del mantenimiento proactivo. Busque señales claras de que se necesita un ajuste o reemplazo.
Estas señales incluyen un aumento notable en la tasa de fugas, evidencia de fricción aumentada (como un mayor consumo de amperaje del motor) o degradación visible y endurecimiento del material de la empaquetadura.
Un enfoque sistemático para la solución de problemas
Cuando surjan problemas, resista el impulso inmediato de apretar agresivamente la tuerca de apriete (prensaestopas). Esto a menudo empeora el problema subyacente. En su lugar, diagnostique el problema sistemáticamente.
Problema: Fugas excesivas
Este es el problema más común. El primer paso es apretar las tuercas del prensaestopas en incrementos pequeños y uniformes —generalmente un cuarto de vuelta a la vez— mientras el equipo está en funcionamiento.
Si la fuga persiste o regresa rápidamente, es probable que la empaquetadura esté desgastada, haya perdido su lubricación o se haya instalado incorrectamente. En ese momento, el reemplazo es la solución correcta.
Problema: Desgaste prematuro o sobrecalentamiento
El desgaste excesivo es casi siempre un síntoma de instalación o funcionamiento incorrectos. El apriete excesivo es el principal culpable, ya que aplasta las fibras de la empaquetadura e impide la lubricación necesaria.
Otras causas incluyen el uso de una empaquetadura del tamaño incorrecto, una caja de empaquetadura sucia o rayada, o una desalineación excesiva del eje (bamboleo), lo que ejerce una presión desigual sobre la empaquetadura.
Problema: Degradación química
Si la empaquetadura parece endurecida, quebradiza o "quemada", esto indica una incompatibilidad entre el material y el entorno operativo.
Aunque el Teflón (PTFE) tiene una excelente resistencia química, tiene limitaciones de temperatura y presión. Asegúrese de que la empaquetadura seleccionada esté clasificada para el medio químico, la temperatura y la presión específicas de su aplicación.
Por qué la mayoría de los fallos comienzan en la instalación
Una instalación impecable es el factor más importante en el rendimiento a largo plazo de la empaquetadura del prensaestopas. Tomarse atajos aquí conducirá inevitablemente a un fallo prematuro y a un mayor tiempo de inactividad.
Limpie a fondo la caja de empaquetadura
Antes de instalar anillos nuevos, debe retirar toda la empaquetadura vieja. Utilice las herramientas de extracción de empaquetaduras adecuadas e inspeccione la caja de empaquetadura y el eje en busca de rayaduras o desgaste. Un eje dañado destruirá rápidamente la empaquetadura nueva.
Corte y asiente cada anillo individualmente
Nunca introduzca la empaquetadura enrollada dentro de la caja de empaquetadura. Cada anillo debe cortarse con precisión al tamaño con un corte biselado (a inglete) limpio para asegurar un sello hermético en la junta.
Instale un anillo a la vez, asegurándose de que esté completamente asentado. Desfase las juntas de los anillos consecutivos en 90 grados para evitar crear una ruta de fuga directa.
El arte del apriete correcto
Después de instalar los anillos, apriete las tuercas del prensaestopas hasta que estén ajustadas con los dedos. Luego, use una llave para apretarlas un poco más, generalmente un cuarto de vuelta a la vez, para asentar la empaquetadura.
Ponga en marcha el equipo y déjelo funcionar durante un corto período. Ajuste el prensaestopas según sea necesario para alcanzar la tasa de fuga controlada objetivo. La sobrecompresión en esta etapa es el error más común y dañino.
Tomar la decisión correcta para su objetivo
Su estrategia de mantenimiento debe alinearse con sus prioridades operativas. Comprender las compensaciones entre la vida útil del componente, el control de fugas y el costo guiará su enfoque.
- Si su enfoque principal es maximizar la vida útil del equipo: Priorice una instalación meticulosa, especialmente la inspección del eje y evitar la sobrecompresión, para prevenir daños costosos.
- Si su enfoque principal es minimizar las fugas inmediatas: Realice ajustes graduales del prensaestopas, pero si se requiere un apriete frecuente, programe un reemplazo para abordar la causa raíz.
- Si su enfoque principal es reducir los costos de mantenimiento a largo plazo: Asegúrese de seleccionar el material de empaquetadura correcto para sus condiciones operativas específicas (químicas, temperatura, presión) desde el principio.
En última instancia, tratar el mantenimiento de la empaquetadura del prensaestopas como una habilidad de precisión, no como una tarea de fuerza bruta, es la clave para un funcionamiento fiable y eficiente del equipo.
Tabla de resumen:
| Problema | Causa principal | Acción recomendada |
|---|---|---|
| Fugas excesivas | Empaquetadura desgastada, instalación incorrecta | Apriete las tuercas del prensaestopas en incrementos de 1/4 de vuelta; reemplace si la fuga persiste |
| Desgaste prematuro/Sobrecalentamiento | Apriete excesivo, tamaño incorrecto, eje dañado | Inspeccione y limpie la caja de empaquetadura; asegure el tamaño y la instalación correctos de la empaquetadura |
| Degradación química | Incompatibilidad del material con el medio/temperatura | Verifique que la empaquetadura de PTFE esté clasificada para el químico, temperatura y presión específicos |
Asegure el máximo rendimiento con componentes de PTFE de precisión de KINTEK
El mantenimiento adecuado comienza con piezas de alta calidad y especificadas correctamente. KINTEK se especializa en la fabricación de componentes de PTFE de precisión —incluyendo sellos, empaquetaduras de prensaestopas, revestimientos y material de laboratorio personalizado— para los sectores de semiconductores, médico, laboratorio e industrial.
Ofrecemos:
- Integridad superior del material: Nuestros componentes de PTFE ofrecen una excelente resistencia química y durabilidad.
- Fabricación personalizada: Desde prototipos hasta pedidos de gran volumen, adaptamos soluciones a sus requisitos operativos exactos.
- Fiabilidad a largo plazo: La fabricación de precisión reduce el desgaste y el tiempo de inactividad, protegiendo su equipo crítico.
No permita que los fallos de la empaquetadura interrumpan sus operaciones. Contacte con nuestros expertos hoy mismo para analizar las necesidades de su aplicación y obtener una solución personalizada que garantice fiabilidad y eficiencia.
Guía Visual
Productos relacionados
- Matraces aforados de PTFE a medida para uso científico e industrial avanzado
- Frasco de reacción pequeño de PTFE, tanque de disolución de muestras de Teflón resistente a la corrosión, contenedor de almacenamiento de fluoropolímero moldeado en una sola pieza
- Barril de almacenamiento de PTFE personalizado de alta pureza con tapa de sellado roscada resistente a la corrosión y propiedades de bajo fondo 15L
- Botella de reacción de reactivo de boca ancha de PTFE personalizada, resistente a la corrosión, a alta temperatura, de gran capacidad, de cuerpo recto, para laboratorio
- Botella Pequeña de Reactivo de PTFE Resistente a la Corrosión, Recipiente de Almacenamiento de Muestras Biofarmacéuticas Antiadherente, Contenedor de Teflón Fácil de Limpiar
La gente también pregunta
- ¿Por qué es importante la propiedad de no mojabilidad de los recubrimientos de teflón para el material de vidrio de laboratorio? Garantice la pureza y precisión experimentales
- ¿Cuáles son las propiedades clave del PTFE/Teflón? Por qué es la opción ideal para piezas mecanizadas exigentes
- ¿Cómo beneficia la propiedad antiadherente del PTFE a las aplicaciones industriales? Aumentar la eficiencia y la pureza
- ¿Cómo se utiliza el Teflón en entornos de laboratorio? Esencial para la resistencia química y la pureza
- ¿Cuáles son las aplicaciones industriales de las propiedades antiadherentes del Teflón? Aumente la eficiencia y prevenga la acumulación



















