La selección de la herramienta es primordial para el acabado superficial del PTFE porque la suavidad y la baja fricción únicas del material hacen que se desgarre y se deforme en lugar de astillarse limpiamente como el metal. El éxito requiere bordes de corte ultraafilados con una geometría específica diseñada para rebanar el material limpiamente, minimizando la fricción y la acumulación de calor que de otro modo arruinarían la calidad de la superficie.
El principio fundamental para mecanizar politetrafluoroetileno (PTFE) es utilizar herramientas que corten limpiamente las fibras del polímero en lugar de empujarlas o desgarrarlas. Esto se logra con bordes de corte excepcionalmente afilados, ángulos de desprendimiento bajos y una superficie de herramienta pulida para minimizar la fricción y la deformación.

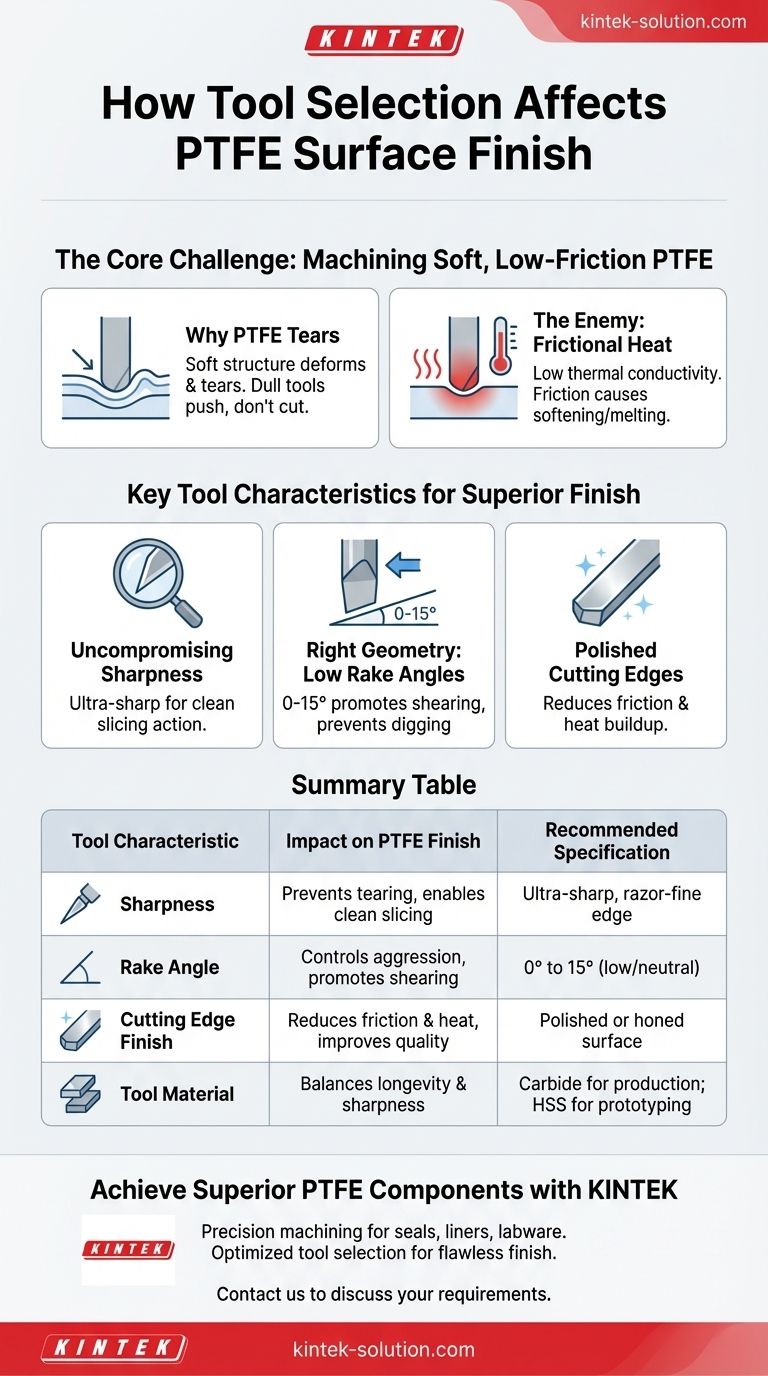
El Desafío Central: Mecanizar un Polímero Blando y de Baja Fricción
Las propiedades deseables del PTFE, como su superficie antiadherente, también lo hacen notoriamente difícil de mecanizar para obtener un acabado de alta calidad. Comprender por qué se comporta de esta manera es el primer paso para seleccionar la herramienta adecuada para el trabajo.
Por Qué el PTFE es Propenso al Desgarro
A diferencia de los materiales rígidos que forman una viruta distinta al cortarse, la estructura blanda del PTFE tiende a deformarse y estirarse bajo presión. Una herramienta desafilada o con una forma incorrecta empujará el material por delante del filo de corte, haciendo que se desgarre de manera impredecible y deje una superficie peluda o irregular.
El Verdadero Enemigo: El Calor por Fricción
El PTFE tiene una baja conductividad térmica, lo que significa que no disipa bien el calor. La fricción de la herramienta de corte genera calor localizado, lo que puede hacer que el material se ablande, se deforme o incluso se derrita fácilmente, destruyendo la precisión dimensional y la integridad superficial de la pieza.
Características Clave de la Herramienta para un Acabado Superior del PTFE
Para contrarrestar las tendencias naturales del material, su utillaje debe estar optimizado para tres características específicas.
Nitidez Innegociable
Este es el factor más crítico. La herramienta debe estar ultra afilada para iniciar una acción de corte limpia con una fuerza mínima. Una imperfección microscópica de desafilado comenzará inmediatamente a arar el material en lugar de cortarlo.
Tanto las herramientas de acero de alta velocidad (HSS) como las herramientas con punta de carburo son efectivas, siempre que estén rectificadas hasta obtener un borde fino como una navaja.
La Geometría Correcta: Ángulos de Desprendimiento Bajos
El ángulo de desprendimiento recomendado está entre 0° y 15°. Un ángulo de desprendimiento bajo o neutro evita que la herramienta "se clave" en el material blando, lo que provocaría que se agarre y se desgarre. Esta geometría promueve una acción de cizallamiento que corta el material limpiamente en el punto de corte.
Bordes de Corte Pulidos
Un borde de corte pulido o bruñido reduce aún más la fricción entre la herramienta y la pieza de trabajo. Esta característica sutil pero importante minimiza la acumulación de material en la herramienta y reduce la generación de calor, contribuyendo directamente a un acabado más suave.
Comprensión de las Compensaciones y Errores Comunes
Incluso con la geometría de herramienta correcta, otros factores pueden comprometer sus resultados. La conciencia de estas compensaciones es crucial para el éxito constante.
Material de la Herramienta: Carburo frente a Acero de Alta Velocidad
Las herramientas de carburo ofrecen una resistencia al desgaste superior y mantendrán su filo afilado durante mucho más tiempo en un entorno de producción. Sin embargo, el HSS a menudo se puede afinar hasta obtener un borde aún más afilado, lo que lo convierte en una excelente opción para piezas únicas o prototipos donde la prioridad es el acabado absoluto.
Olvidar los Procesos Posteriores al Mecanizado
Para la más alta calidad de superficie posible, puede ser necesario un paso de acabado secundario. El pulido mecánico con una almohadilla de fieltro suave y un abrasivo ultrafino como la pasta de diamante puede refinar la superficie mecanizada, pero debe evitar generar calor excesivo durante este proceso.
Descuidar las Velocidades y Avances
La mejor herramienta del mundo fallará si no se utiliza correctamente. Las altas velocidades de rotación y las tasas de avance agresivas pueden generar calor y presión excesivos, anulando los beneficios de una herramienta afilada y bien diseñada. Comience siempre con parámetros conservadores y ajústelos en función del acabado resultante.
Tomar la Decisión Correcta para su Objetivo
Su objetivo específico determinará el enfoque óptimo para la selección y el procesamiento de herramientas.
- Si su enfoque principal es el mejor acabado posible tal como se mecaniza: Utilice una herramienta de carburo nueva o recién rectificada con un borde pulido y de ángulo de desprendimiento bajo (0-15°) para garantizar un corte limpio y constante.
- Si su enfoque principal es la creación de prototipos o el trabajo de bajo volumen: Una herramienta de acero de alta velocidad (HSS) ultra afilada es una opción excelente y rentable, pero prepárese para verificar el desgaste y volver a afilar con frecuencia.
- Si su enfoque principal es lograr una superficie similar a un espejo o de grado óptico: Combine un mecanizado preciso con un paso de pulido secundario y de baja presión utilizando almohadillas suaves y un compuesto fino de diamante.
En última instancia, tratar el PTFE como un material delicado que debe ser rebanado, no forzado, es la clave para lograr un acabado superficial impecable.
Tabla Resumen:
| Característica de la Herramienta | Impacto en el Acabado del PTFE | Especificación Recomendada |
|---|---|---|
| Nitidez | Previene el desgarro y la deformación; permite un corte limpio. | Borde ultra afilado como una navaja. |
| Ángulo de Desprendimiento | Controla la agresividad del corte; promueve el cizallamiento sobre el clavado. | 0° a 15° (bajo/neutro). |
| Acabado del Borde de Corte | Reduce la fricción y la acumulación de calor, mejorando la calidad de la superficie. | Superficie pulida o bruñida. |
| Material de la Herramienta | Equilibra la longevidad del filo y la nitidez máxima. | Carburo para producción; HSS para prototipos. |
Logre componentes de PTFE superiores con la experiencia en mecanizado de precisión de KINTEK.
Las propiedades únicas del PTFE exigen utillajes especializados y un enfoque meticuloso para prevenir el desgarro y el daño por calor. KINTEK fabrica sellos, revestimientos y material de laboratorio de PTFE de alta calidad para los sectores de semiconductores, médico e industrial. Priorizamos la producción de precisión, utilizando la selección de herramientas y los parámetros optimizados para garantizar un acabado superficial impecable en cada pieza, desde prototipos personalizados hasta pedidos de gran volumen.
Permítanos aplicar esta experiencia a su proyecto. Contacte a nuestro equipo hoy para discutir sus requisitos específicos y recibir un presupuesto.
Guía Visual
Productos relacionados
- Paleta raspadora y cuchara de muestreo de PTFE personalizada: Herramienta de fluoropolímero blanco resistente a la corrosión y de bajo fondo
- Rascadores y palas de PTFE personalizables para aplicaciones exigentes
- Pala de PTFE para Material Químico Farmacéutico Resistente a la Corrosión Fuerte con Mango de 1m
- Espátula de Laboratorio de Doble Cabeza de PTFE Personalizada, Resistente a Productos Químicos, Antiadherente, Grado Farmacéutico, Herramienta de Muestreo de Fluoropolímero
- Copa de muestreo PTFE resistente a la corrosión, cuchara de muestreo PTFE fabricada a medida, herramientas de muestreo de fluoropolímero de laboratorio
La gente también pregunta
- ¿Cómo se compara la durabilidad de las palas de PTFE con las palas de plástico? Descubra la elección superior para condiciones adversas
- ¿Cómo beneficia la superficie antiadherente de las palas de PTFE al trabajo de laboratorio? Mejora la precisión y la eficiencia
- ¿Por qué las palas de PTFE se consideran biocompatibles? Garantice la pureza y seguridad de la muestra
- ¿Cuáles son las ventajas de las palas de PTFE en términos de resistencia química? Inercia inigualable para la manipulación de corrosivos
- ¿Qué rango de temperatura pueden soportar las palas de PTFE? Una guía sobre la estabilidad térmica extrema



















