En última instancia, el alto punto de fusión del PTFE es engañoso. Si bien el material no se derretirá durante el mecanizado CNC, su excelente estabilidad térmica se combina con una debilidad crítica: se ablanda y se expande significativamente con el calor. Esto significa que el desafío principal no es evitar la fusión, sino gestionar la deformación térmica causada por la fricción del corte para mantener la precisión dimensional.
El problema central al mecanizar PTFE no es su punto de fusión, sino su alta tasa de expansión térmica y su tendencia a ablandarse. El éxito depende totalmente de controlar el calor en el filo de corte para evitar que el material se deforme y comprometa la precisión de la pieza final.

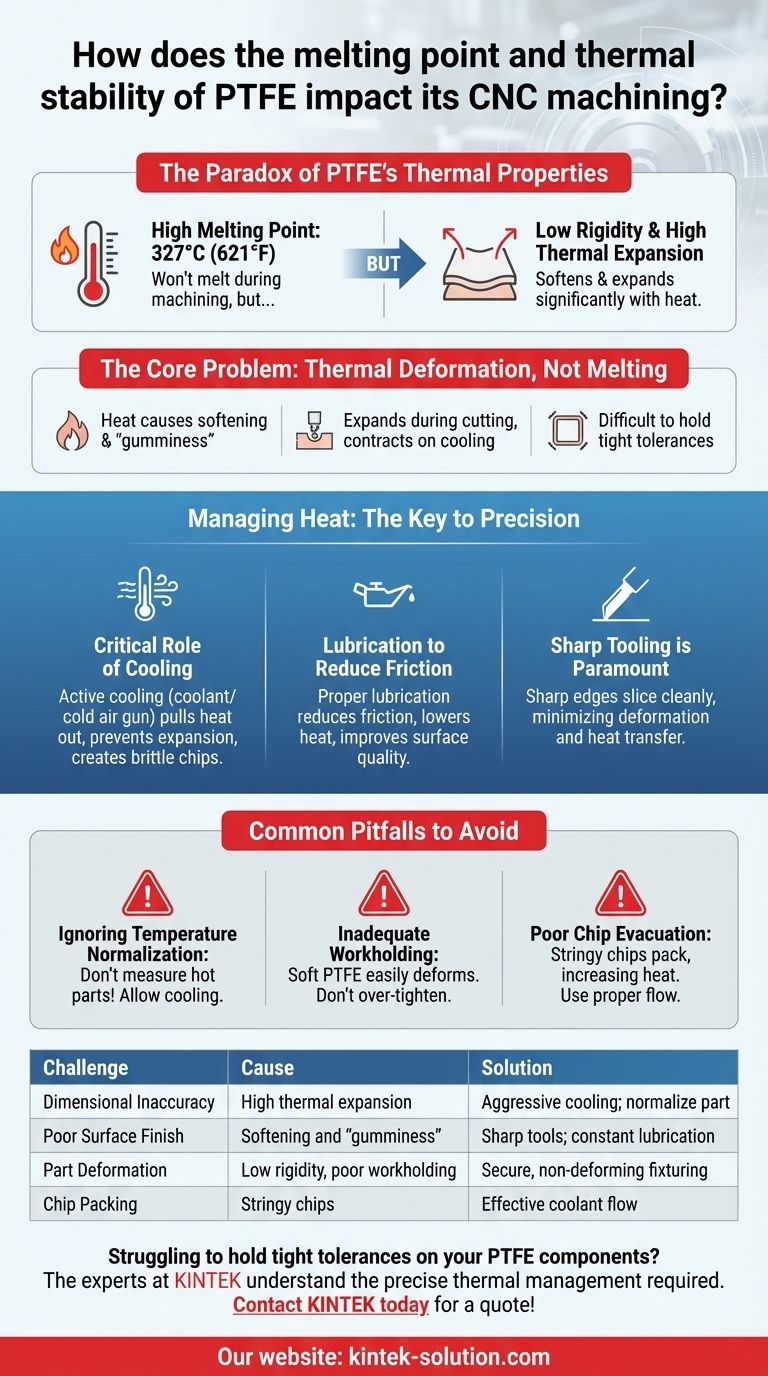
La Paradoja de las Propiedades Térmicas del PTFE
La reputación del PTFE por soportar altas temperaturas es un gran beneficio en su aplicación final, pero puede crear una falsa sensación de seguridad durante el proceso de fabricación. La dinámica del mecanizado CNC introduce factores que hacen del calor una variable crítica a controlar.
Alto Punto de Fusión frente a Baja Rigidez
El PTFE tiene un punto de fusión muy alto de 327 °C (621 °F) y puede operar continuamente a temperaturas de hasta 260 °C (500 °F).
Sin embargo, el PTFE es también un material muy blando con baja rigidez. La fricción de una herramienta de corte genera calor localizado que, aunque muy por debajo del punto de fusión, es más que suficiente para hacer que el material se ablande, se expanda y se vuelva "gomoso".
Este comportamiento conduce a malos acabados superficiales y hace que mantener tolerancias estrictas sea extremadamente difícil, ya que la pieza puede deformarse bajo la presión de la propia herramienta.
La Expansión Térmica es el Verdadero Enemigo
El desafío más significativo es el alto coeficiente de expansión térmica del PTFE. A medida que el material se calienta por el mecanizado, se expande.
Si una característica se mecaniza a dimensiones precisas mientras la pieza está caliente, se contraerá al enfriarse, lo que resultará en un componente de tamaño insuficiente y fuera de especificación. Este efecto es la causa más común de fallo al mecanizar PTFE con tolerancias ajustadas.
Gestión del Calor: La Clave de la Precisión
Dado que la deformación térmica es el desafío central, cada aspecto de la estrategia de mecanizado debe orientarse a minimizar y gestionar la generación de calor.
El Papel Crítico de la Refrigeración
La refrigeración activa es innegociable para el trabajo de precisión. Es esencial utilizar un flujo constante de refrigerante o una pistola de aire frío directamente en el punto de contacto.
Esto cumple dos propósitos: extrae calor de la pieza de trabajo para prevenir la expansión térmica y ayuda a crear virutas más quebradizas que se desprenden limpiamente en lugar de enrollarse alrededor de la herramienta.
La Lubricación para Reducir la Fricción
La lubricación es clave para reducir la fuente de calor en primer lugar: la fricción.
Un refrigerante adecuado reduce la fricción entre la herramienta de corte y el material, permitiendo una acción de corte más limpia. Esto no solo mantiene bajas las temperaturas, sino que también mejora la calidad final de la superficie.
La Herramienta Afilada es Primordial
Es crucial utilizar herramientas de corte extremadamente afiladas diseñadas para plásticos blandos.
Las herramientas desafiladas no cortan; atraviesan el material, generando una inmensa fricción y calor. Un filo afilado corta limpiamente, minimizando la deformación del material y asegurando que el calor se disipe con la viruta en lugar de transferirse a la pieza.
Errores Comunes a Evitar
Comprender los modos de fallo comunes es esencial para desarrollar una estrategia de mecanizado exitosa para el PTFE.
Ignorar la Normalización de la Temperatura
Un error frecuente es medir la pieza para la inspección final inmediatamente después del último corte. El calor residual hará que se encuentre en un estado expandido. La pieza debe dejarse enfriar y estabilizarse a temperatura ambiente antes de tomar cualquier medición crítica.
Sujeción Inadecuada de la Pieza
La blandura del PTFE lo hace muy susceptible a ser aplastado o deformado por la presión de sujeción. Apretar demasiado un tornillo de banco distorsionará el material en bruto, y cualquier característica mecanizada en él será inexacta una vez que se libere la presión. La fijación debe ser segura pero no debe deformar el material.
Mala Evacuación de Virutas
Las virutas blandas y fibrosas producidas por el PTFE pueden enrollarse fácilmente alrededor de la herramienta de corte y el husillo. Este "empaquetamiento de virutas" aumenta la fricción, genera más calor y puede dañar gravemente el acabado superficial de la pieza. Un flujo de refrigerante adecuado es esencial para evacuar estas virutas de la zona de corte.
Tomar la Decisión Correcta para su Objetivo
Su estrategia de mecanizado debe adaptarse en función del requisito más crítico para el componente final.
- Si su enfoque principal es la precisión dimensional: Priorice la refrigeración agresiva con refrigerante de inundación o pistola de aire frío y permita que la pieza se normalice completamente a temperatura ambiente antes de tomar las mediciones finales.
- Si su enfoque principal es el acabado superficial: Utilice herramientas extremadamente afiladas y pulidas con un ángulo de desbaste positivo alto y asegure una lubricación constante para lograr una acción de corte limpia en lugar de arrastrar.
- Si su enfoque principal es la velocidad de producción: Optimice las velocidades y avances cuidadosamente; más rápido no siempre es mejor si introduce un calor excesivo que arruina la pieza y requiere reelaboración.
Dominar el mecanizado de PTFE se reduce a un solo principio: controle el calor y controlará la pieza.
Tabla Resumen:
| Desafío | Causa | Solución |
|---|---|---|
| Imprecisión Dimensional | Alta expansión térmica por calor de corte | Refrigeración agresiva; permitir que la pieza se normalice a temperatura ambiente |
| Mal Acabado Superficial | Ablandamiento y "pegajosidad" por el calor | Herramientas afiladas y pulidas; lubricación constante |
| Deformación de la Pieza | Baja rigidez y sujeción inadecuada | Fijación segura que no deforme |
| Empaquetamiento de Virutas | Virutas blandas y fibrosas que se enrollan en la herramienta | Flujo de refrigerante eficaz para la evacuación de virutas |
¿Tiene dificultades para mantener tolerancias estrictas en sus componentes de PTFE? Los expertos de KINTEK comprenden la gestión térmica precisa necesaria para mecanizar sellos, revestimientos y material de laboratorio de PTFE. Nos especializamos en fabricación personalizada desde prototipos hasta pedidos de alto volumen para las industrias de semiconductores, médica y de laboratorio. Permítanos aplicar nuestra experiencia en producción de precisión a su proyecto.
Contacte con KINTEK hoy mismo para discutir sus requisitos específicos y obtener un presupuesto.
Guía Visual
Productos relacionados
- Aparato de Laboratorio Personalizado de PTFE: Celdas de Reacción Resistentes a la Corrosión y de Bajo Fondo, Fabricación CNC de Precisión
- Tubería de resorte helicoidal PFA de alto rendimiento y servicios de fabricación personalizados de PTFE con accesorios soldados y componentes doblados de precisión
- Fabricante de piezas de PTFE a medida para contenedores y componentes de teflón
- Celda de muestra cónica de PTFE mecanizada a medida, recipiente triangular de fluoropolímero resistente a la corrosión para análisis de trazas
- Rascadores y palas de PTFE personalizables para aplicaciones exigentes
La gente también pregunta
- ¿Cuál es el rango de temperatura operativo para el material de laboratorio de PTFE? Dominando los límites térmicos de -200°C a +260°C
- ¿Cómo minimiza el PTFE la contaminación de las muestras? Garantice una pureza inigualable para análisis críticos
- ¿Qué opciones de personalización están disponibles para los materiales de PTFE? Adapte el rendimiento a su aplicación
- ¿Cómo se compara el PTFE con el Polietileno (PE) en términos de resistencia química y a la temperatura? Elija el Polímero Adecuado para Condiciones Extremas
- ¿Qué tipos de productos terminados se fabrican con PTFE? Juntas, cojinetes, material de laboratorio y más



















