La clave para mejorar la resistencia a la fluencia en los revestimientos de PTFE extruidos libremente reside en una reorganización fundamental de la estructura interna del material. El proceso transforma una matriz aleatoria de cadenas poliméricas en una estructura altamente organizada y alineada axialmente. Esta alineación molecular, lograda mediante la formación de fibrillas, es lo que refuerza directamente el material contra las fuerzas aplicadas a lo largo de la longitud del revestimiento.
El proceso de extrusión libre no es simplemente una técnica de conformado; es un método de ingeniería microestructural. Mejora la resistencia a la fluencia al crear una arquitectura interna altamente ordenada donde las cadenas moleculares están alineadas para una máxima resistencia a la tensión axial.

La mecánica de la alineación molecular
Para comprender el aumento de la resistencia, debemos observar lo que le sucede al PTFE a nivel microscópico durante la extrusión libre. El proceso se puede dividir en etapas distintas que se construyen unas sobre otras.
El estado inicial: La matriz de PTFE
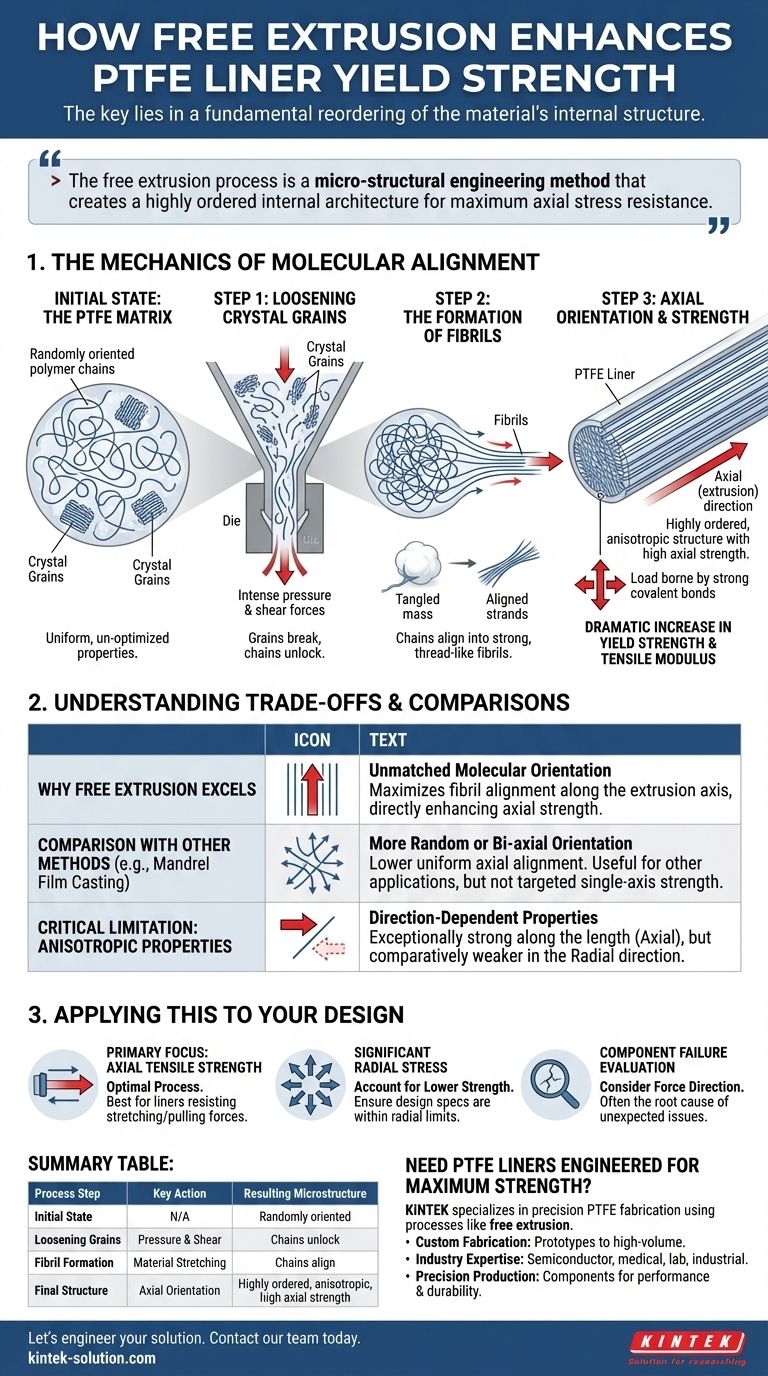
Antes de la extrusión, el material de PTFE consta de largas cadenas moleculares. Estas cadenas están parcialmente dispuestas en estructuras plegadas y densas conocidas como granos cristalinos, que están incrustadas dentro de una matriz amorfa menos ordenada. En este estado, las cadenas están orientadas al azar, lo que confiere al material propiedades uniformes pero no optimizadas en todas las direcciones.
Paso 1: Aflojamiento de los granos cristalinos
A medida que el PTFE es forzado a través de la matriz de extrusión, se aplican intensas fuerzas de presión y cizallamiento. Esta aportación de energía efectivamente afloja y comienza a desintegrar los granos cristalinos densamente empaquetados. Este paso es fundamental, ya que "desbloquea" las cadenas moleculares plegadas, poniéndolas a disposición para su reorientación.
Paso 2: La formación de fibrillas
Con la estructura cristalina alterada, el material que fluye comienza a estirarse. Las cadenas moleculares individuales de PTFE se extraen de su estado plegado y se alinean con la dirección del flujo. Este proceso crea fibrillas, estructuras extremadamente finas parecidas a hilos compuestas por cadenas poliméricas altamente orientadas.
Piense en esto como desarmar una bola de algodón. Inicialmente, las fibras son una masa enredada y aleatoria. A medida que la tira, las fibras comienzan a alinearse en la dirección en la que tira, formando un filamento más fuerte y coherente.
Paso 3: Orientación axial y resistencia
Las fibrillas se forman todas paralelas a la dirección axial (de extrusión). Esto crea una estructura cuasi-cristalina altamente ordenada en todo el revestimiento.
Cuando se aplica una fuerza de tracción a lo largo del eje del revestimiento, la carga es soportada ahora por los fuertes enlaces covalentes a lo largo de las estructuras principales de estas cadenas moleculares alineadas. Esto es mucho más efectivo que tirar de una red aleatoria, donde la fuerza simplemente desharía las cadenas enredadas. El resultado es un aumento drástico en la resistencia a la fluencia y el módulo de tracción del material a lo largo de ese eje específico.
Comprensión de las compensaciones y comparaciones
Ningún proceso de fabricación es universalmente superior; cada uno implica compensaciones. La elección de la extrusión libre es una decisión deliberada tomada para optimizar un tipo específico de rendimiento.
Por qué la extrusión libre destaca
La principal ventaja de la extrusión libre para los revestimientos de PTFE es su capacidad inigualable para producir un alto grado de orientación molecular. En comparación con otros métodos, maximiza la alineación de las fibrillas a lo largo del eje de extrusión, lo que es directamente responsable del aumento de la resistencia axial.
Comparación con otros métodos
Métodos como la extrusión con mandril o el moldeo de película no logran el mismo nivel de orientación axial uniforme. Las fuerzas involucradas son diferentes, lo que a menudo resulta en una orientación más aleatoria o biaxial (en dos direcciones). Aunque son útiles para otras aplicaciones, estos métodos no producen el aumento de resistencia uniaxial dirigido que sí logra la extrusión libre.
La limitación crítica: Propiedades anisotrópicas
Este fortalecimiento dirigido tiene un costo: el material se vuelve anisotrópico. Esto significa que sus propiedades dependen de la dirección.
Si bien el revestimiento se vuelve excepcionalmente fuerte a lo largo de su longitud (dirección axial), será comparativamente más débil en la dirección radial (perpendicular a la longitud). Cualquier fuerza que intente dividir la pared del revestimiento encontrará mucha menos resistencia, ya que actúa entre las fibrillas en lugar de a lo largo de ellas.
Aplicación en su diseño
Comprender este principio le permite especificar o evaluar componentes con mayor precisión. Su decisión debe guiarse por las tensiones primarias que enfrentará el componente en su aplicación.
- Si su enfoque principal es la resistencia a la tracción axial: La extrusión libre es el proceso óptimo para crear revestimientos que deben resistir fuerzas de estiramiento o tracción a lo largo de su longitud.
- Si su aplicación implica un esfuerzo radial significativo: Debe tener en cuenta la menor resistencia en esta dirección y asegurarse de que las especificaciones de su diseño estén dentro de los límites del material.
- Si está evaluando una falla de componente: Siempre considere la dirección de la fuerza aplicada en relación con la dirección de extrusión, ya que esta suele ser la causa raíz de problemas de rendimiento inesperados.
Al comprender el vínculo entre el proceso de fabricación y la estructura molecular, puede asegurarse de que sus componentes estén diseñados con precisión para su función prevista.
Tabla de resumen:
| Paso del proceso | Acción clave | Microestructura resultante |
|---|---|---|
| Estado inicial | N/A | Cadenas poliméricas orientadas al azar en una matriz |
| Aflojamiento de granos | Presión y cizallamiento en la matriz | Los granos cristalinos se rompen, las cadenas se desbloquean |
| Formación de fibrillas | Estiramiento del material | Las cadenas se alinean en fibrillas fuertes parecidas a hilos |
| Estructura final | Orientación axial | Estructura altamente ordenada y anisotrópica con alta resistencia axial |
¿Necesita revestimientos de PTFE diseñados para una máxima resistencia?
En KINTEK, nos especializamos en la fabricación de precisión de PTFE, aprovechando procesos como la extrusión libre para ofrecer componentes con propiedades mecánicas superiores. Nuestra experiencia garantiza que sus revestimientos, sellos y material de laboratorio se ajusten perfectamente a los requisitos de tensión de su aplicación.
Ofrecemos:
- Fabricación personalizada: Desde prototipos hasta pedidos de gran volumen.
- Experiencia en la industria: Dando servicio a los sectores de semiconductores, médico, laboratorio e industrial.
- Producción de precisión: Componentes construidos para el rendimiento y la durabilidad.
Permítanos diseñar su solución. Póngase en contacto con nuestro equipo hoy mismo para analizar los requisitos de su proyecto.
Guía Visual
Productos relacionados
- Recambio de Vaso de Digestión por Microondas de PTFE de Alta Pureza para Preparación de Muestras Ácidas y Análisis de Trazas
- Recipiente de digestión por microondas de PTFE de alta pureza para análisis de suelos y alimentos: Revestimientos de fluoropolímero resistente a ácidos para preparación de muestras
- Recipientes de digestión por microondas TFM de alta pureza, revestimientos de evaporación de ácido PTFE, contenedores de reacción de laboratorio equivalentes al GT-400 nacional
- Fundas y Barras Huecas de PTFE Personalizadas para Aplicaciones Avanzadas
- Jeringuilla de PTFE de 50 ml resistente a altas temperaturas y productos químicos, inyector de Teflon personalizado con sellado roscado para análisis de trazas
La gente también pregunta
- ¿Qué eficiencias operativas se obtienen al utilizar recipientes de digestión por microondas? Aumente el rendimiento y la precisión
- ¿Cómo apoyan los vasos de digestión por microondas las pruebas de impurezas elementales farmacéuticas? Logre el cumplimiento preciso de la USP
- ¿Cuáles son las capacidades de temperatura y presión de los recipientes de digestión por microondas? Maximiza la eficiencia de preparación de muestras de laboratorio
- ¿Qué materiales se utilizan habitualmente para construir vasos de digestión por microondas? Una guía sobre PTFE, TFM, PFA y cuarzo
- ¿Cómo mejora el diseño de vaso cerrado de los recipientes de digestión por microondas la preparación de muestras? Libere un análisis de trazas superior



















