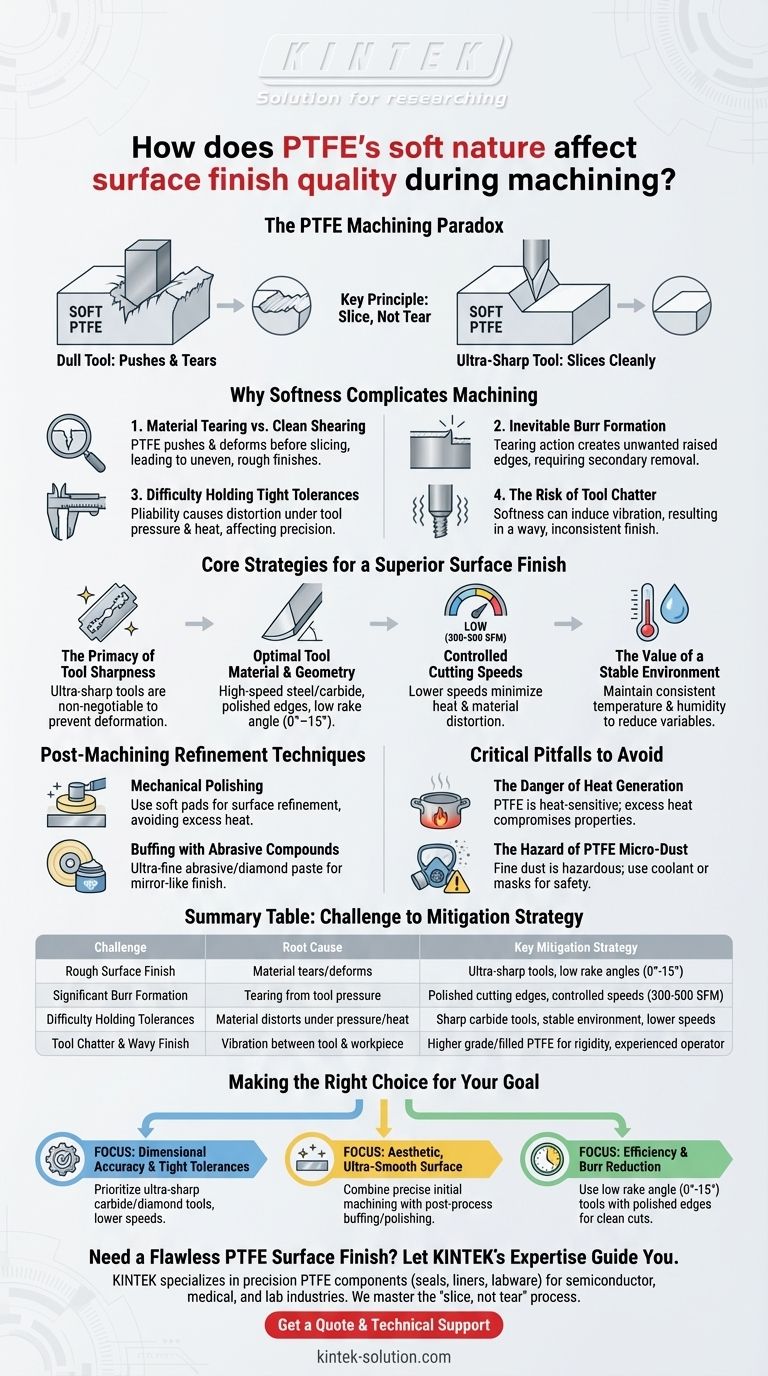
El mecanizado de PTFE presenta una paradoja: su suavidad lo hace fácil de cortar, pero increíblemente difícil de acabar bien. La tendencia del material a deformarse y desgarrarse en lugar de cortarse limpiamente es la principal causa de superficies rugosas, formación significativa de rebabas y desafíos para mantener tolerancias dimensionales estrictas.
Lograr un acabado superficial de alta calidad en PTFE se trata menos de eliminar material y más de gestionar su suavidad. El éxito depende del uso de herramientas ultraafiladas con una geometría específica para cortar el material limpiamente, evitando la deformación y el desgarro que conducen a malos resultados.

Por qué la suavidad complica el mecanizado de PTFE
Las mismas propiedades que hacen valioso al PTFE —su baja fricción y flexibilidad— crean desafíos distintos durante el proceso de mecanizado. Un resultado exitoso requiere comprender estos comportamientos.
Desgarro del material frente a corte limpio
Los materiales más duros se cortan limpiamente al ser seccionados. Debido a su suavidad, el PTFE tiende a ser empujado y deformado por la herramienta de corte antes de que realmente se corte.
Esta deformación puede provocar desgarros en la superficie, lo que resulta en un acabado irregular y rugoso en lugar de un corte nítido y limpio.
Formación inevitable de rebabas
La acción de desgarro casi siempre produce rebabas, que son pequeños bordes elevados de material no deseado. Estos deben eliminarse en un proceso secundario, lo que añade tiempo y complejidad.
Dificultad para mantener tolerancias estrictas
Debido a que el PTFE es tan flexible, puede distorsionarse fácilmente bajo la presión y el calor de la herramienta de corte. Esto convierte el mantenimiento de dimensiones precisas y tolerancias estrictas en un desafío significativo.
El riesgo de vibración de la herramienta (Tool Chatter)
Aunque la suavidad del PTFE hace que parezca fácil de cortar, también puede provocar vibración de la herramienta. Esta vibración entre la herramienta y la pieza de trabajo produce un acabado superficial ondulado e inconsistente.
El uso de un grado superior de PTFE o una variante rellena (por ejemplo, rellena de vidrio) puede añadir rigidez y ayudar a mitigar este problema.
Estrategias fundamentales para un acabado superficial superior
Superar los desafíos de la suavidad del PTFE requiere un enfoque deliberado y preciso centrado en las herramientas, los parámetros y el entorno.
La primacía del afilado de la herramienta
Las herramientas ultraafiladas son innegociables. Un filo desafilado exacerbará la tendencia del material a deformarse y desgarrarse. Las herramientas afiladas son esenciales para cortar el material limpiamente.
Material y geometría óptimos de la herramienta
Las herramientas deben estar hechas de acero de alta velocidad o carburo, con filos de corte pulidos para reducir aún más la fricción. Las herramientas recubiertas de diamante también son muy eficaces.
Un ángulo de desprendimiento bajo (0°–15°) es fundamental. Esta geometría ayuda a la herramienta a cortar limpiamente a través del material, evitando que se clave y cause deformación.
Velocidades de corte controladas
Generalmente se requieren velocidades de corte más bajas para el PTFE. Un rango típico es de 300–500 pies superficiales por minuto (SFM).
Las velocidades más lentas minimizan la generación de calor y la distorsión del material, dando al operario un mayor control sobre las dimensiones y el acabado finales.
El valor de un entorno estable
La consistencia es clave. Mantener un entorno de mecanizado estable, incluida la temperatura y la humedad, ayuda a reducir las variables del proceso que pueden afectar el comportamiento del material.
Los operadores experimentados que pueden realizar ajustes en tiempo real son invaluables para lograr la más alta calidad y eficiencia.
Técnicas de refinamiento post-mecanizado
Para aplicaciones que requieren una superficie excepcionalmente lisa, el mecanizado por sí solo puede no ser suficiente. Los pasos de postprocesamiento pueden elevar el acabado a un estándar superior.
Pulido mecánico
El uso de fieltro u otras almohadillas blandas para el pulido mecánico es una forma eficaz de refinar la superficie. Se debe tener cuidado para evitar generar calor excesivo durante este proceso.
Pulido con compuestos abrasivos
Para los acabados más finos, el pulido con compuestos abrasivos ultrafinos o pasta de diamante puede lograr una superficie similar a un espejo, eliminando cualquier imperfección microscópica dejada por el mecanizado.
Errores críticos a evitar
Mientras se centra en el acabado, es crucial ser consciente de los riesgos asociados tanto para la pieza como para el operario.
El peligro de la generación de calor
El PTFE es muy sensible al calor. El calor excesivo generado por herramientas desafiladas, altas velocidades de corte o un pulido agresivo puede comprometer las propiedades y la estabilidad dimensional del material.
El peligro del micro-polvo de PTFE
El mecanizado de PTFE produce un polvo fino. Este polvo puede ser peligroso si se inhala. Utilice siempre una mascarilla o mecanice el material bajo refrigerante para suprimir el polvo y garantizar la seguridad del operario.
Tomar la decisión correcta para su objetivo
Su estrategia debe alinearse con el resultado más crítico para su componente.
- Si su enfoque principal es la precisión dimensional y las tolerancias estrictas: Priorice herramientas recubiertas de diamante o carburo ultraafiladas y velocidades de corte más bajas para evitar la distorsión del material.
- Si su enfoque principal es una superficie estética y ultra-lisa: Combine un mecanizado inicial preciso con pasos de postprocesamiento como el pulido con pasta de diamante o un pulido mecánico cuidadoso.
- Si su enfoque principal es la eficiencia y la reducción de rebabas: Utilice herramientas con un ángulo de desprendimiento bajo (0°-15°) y filos de corte pulidos para garantizar el corte inicial más limpio posible.
Dominar el mecanizado de PTFE significa respetar sus propiedades únicas y adaptar su proceso para cortar, no desgarrar, el material.
Tabla de resumen:
| Desafío | Causa raíz | Estrategia clave de mitigación |
|---|---|---|
| Acabado superficial rugoso | El material se desgarra y deforma en lugar de cortarse | Herramientas ultraafiladas con ángulos de desprendimiento bajos (0°-15°) |
| Formación significativa de rebabas | Acción de desgarro por la presión de la herramienta | Filos de corte pulidos y velocidades controladas (300-500 SFM) |
| Dificultad para mantener tolerancias | El material se distorsiona bajo la presión y el calor de la herramienta | Herramientas de carburo afiladas, entorno estable y velocidades más bajas |
| Vibración de la herramienta y acabado ondulado | Vibración entre la herramienta y la pieza de trabajo blanda | PTFE de mayor grado/relleno para rigidez, operador experimentado |
¿Necesita un acabado superficial de PTFE impecable? Deje que la experiencia de KINTEK le guíe
Lograr un acabado superficial de alta calidad en componentes de PTFE blandos requiere herramientas precisas, parámetros controlados y un profundo conocimiento del material. KINTEK se especializa en la fabricación de componentes de PTFE de precisión —incluidos sellos, revestimientos y material de laboratorio personalizado— para las industrias de semiconductores, médica y de laboratorio.
Dominamos el proceso de "cortar, no desgarrar" para el PTFE, asegurando que sus piezas cumplan con los requisitos dimensionales y estéticos más estrictos. Desde prototipos hasta pedidos de gran volumen, nuestra fabricación personalizada prioriza la precisión y la calidad.
Contáctenos hoy para discutir su proyecto y experimentar la diferencia KINTEK. Obtener presupuesto y soporte técnico
Guía Visual
Productos relacionados
- Mecanizado a medida moldeado PTFE Teflon fabricante de piezas para el laboratorio ITO FTO vidrio conductor de limpieza Cesta de la flor
- Celda de muestra cónica de PTFE mecanizada a medida, recipiente triangular de fluoropolímero resistente a la corrosión para análisis de trazas
- Fabricante de piezas de PTFE a medida para piezas de teflón y pinzas de PTFE
- Fabricante de piezas de PTFE a medida para contenedores y componentes de teflón
- Impulsor de agitación de PTFE resistente a la corrosión y disco de dispersión de politetrafluoroetileno personalizable
La gente también pregunta
- ¿Qué ventajas ofrecen las cestas de flores de PTFE para la industria fotovoltaica y de energía solar? Aumente la eficiencia de las celdas
- ¿Cuáles son las funciones principales y las características de diseño de un cesto floral de PTFE? Optimice el Procesamiento Químico de Alta Pureza
- ¿Cómo se comparan las cestas florales de PTFE con los portadores de cuarzo o acero inoxidable? Maximice el ROI con Soluciones de Bajo Costo Total de Propiedad
- ¿Cómo contribuyen las cestas de flores de PTFE a la pureza en la fabricación de semiconductores? Alcanza pureza inferior a 10 ppt y lixiviación cero
- ¿Qué factores contribuyen a la integridad mecánica a largo plazo de las cestas florales de PTFE bajo ciclado térmico? Guía de expertos.



















