En esencia, la baja conductividad térmica del PTFE significa que no puede disipar eficazmente el calor lejos de la herramienta de corte. Esto provoca que el calor se acumule en un área concentrada, lo que conduce a una expansión térmica significativa, deformación del material y una pérdida de precisión dimensional en la pieza final.
El desafío central en el mecanizado de PTFE no es su dureza, sino su combinación única de propiedades: actúa como un aislante térmico que además es blando y se expande drásticamente con el calor. El éxito requiere un cambio estratégico de la eliminación agresiva de material a una gestión meticulosa del calor y el soporte de la flexibilidad inherente del material.

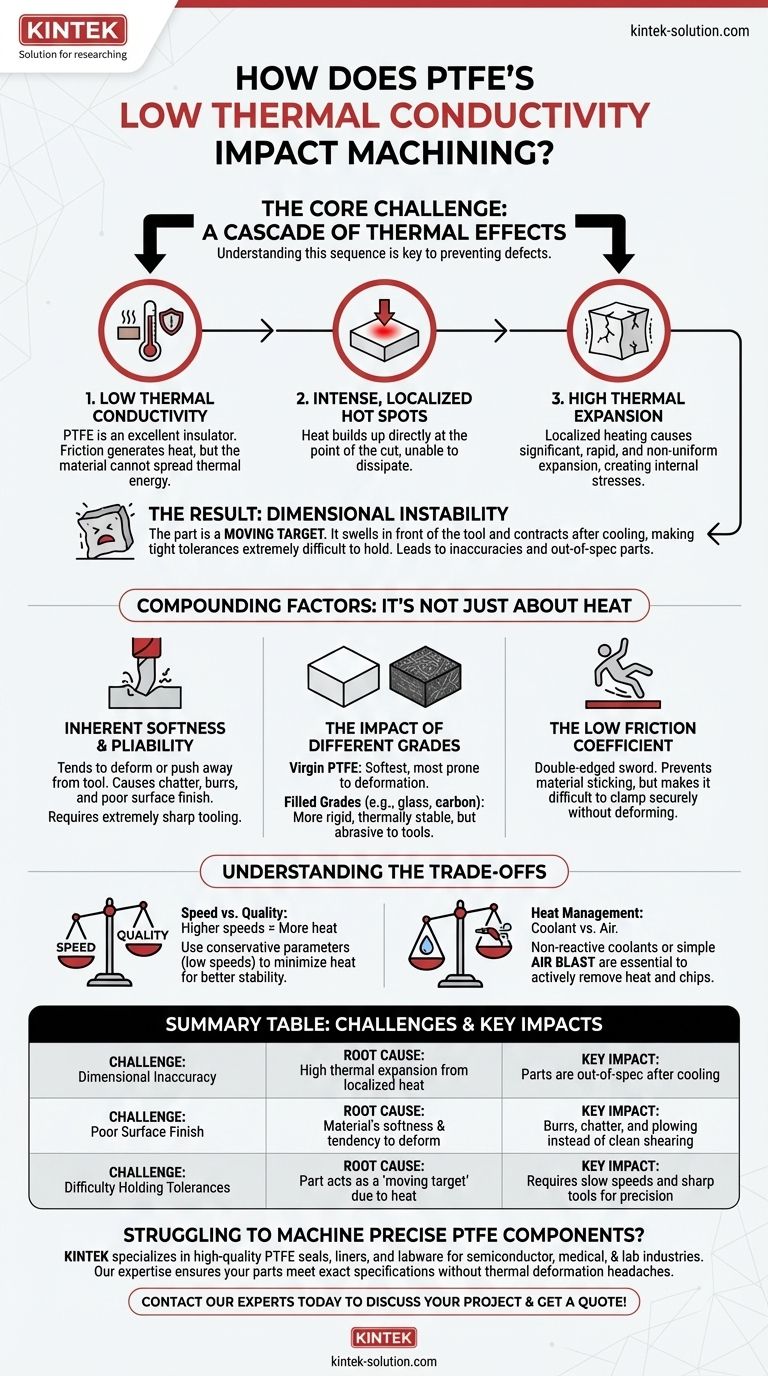
El Desafío Central: Una Cascada de Efectos Térmicos
La principal dificultad al mecanizar politetrafluoroetileno (PTFE) se deriva de una reacción en cadena iniciada por su pobre rendimiento térmico. Comprender esta secuencia es clave para prevenir defectos.
Baja Conductividad Térmica
El PTFE es un excelente aislante térmico. Durante el mecanizado, la fricción de la herramienta de corte genera calor, pero el material es incapaz de distribuir esa energía térmica por toda su masa.
Esto da como resultado puntos calientes intensos y localizados directamente en el punto de corte.
Alta Expansión Térmica
La segunda parte del problema es el coeficiente de expansión térmica muy alto del PTFE. Cuando el área localizada se calienta, se expande significativamente más de lo que lo haría un metal comparable.
Esta expansión ocurre rápidamente y no es uniforme en toda la pieza, creando tensiones internas y cambios dimensionales inmediatos.
El Resultado: Inestabilidad Dimensional
La combinación de calor atrapado y alta expansión significa que la pieza que está cortando es un objetivo en movimiento.
A medida que la herramienta se mueve, el material se hincha delante de ella y se contrae después de enfriarse, lo que hace extremadamente difícil mantener tolerancias estrictas. Esto conduce directamente a imprecisiones y a piezas que pueden estar dentro de las especificaciones cuando están calientes, pero fuera de especificación una vez que vuelven a la temperatura ambiente.
Factores Agravantes: No Todo es Sobre el Calor
Aunque los problemas térmicos son el principal impulsor de los problemas, otras propiedades inherentes del PTFE complican aún más el proceso de mecanizado.
Suavidad y Flexibilidad Inherentes
El PTFE es un material muy blando. En lugar de cortarse limpiamente como un plástico o metal rígido, tiene una tendencia a deformarse o apartarse de la herramienta de corte.
Esto puede provocar vibración de la herramienta (chatter), formación de rebabas y un mal acabado superficial. Requiere herramientas extremadamente afiladas para asegurar que esté cortando el material en lugar de ararlo.
El Impacto de los Diferentes Grados
No todo el PTFE es igual. El PTFE virgen es el más blando y el más propenso a la deformación.
Los grados rellenos, como el PTFE relleno de vidrio o carbono, son mucho más rígidos y térmicamente estables. Esta resistencia adicional los hace más fáciles de mecanizar con tolerancias estrictas, aunque los rellenos en sí pueden ser abrasivos y aumentar el desgaste de la herramienta.
El Bajo Coeficiente de Fricción
El famoso bajo coeficiente de fricción del PTFE es un arma de doble filo. Ayuda a evitar que el material se pegue a la herramienta de corte, lo cual es un beneficio significativo.
Sin embargo, esta misma resbaladiza puede dificultar la sujeción segura de la pieza de trabajo sin deformarla, lo que requiere una consideración cuidadosa de las técnicas de sujeción.
Comprender las Compensaciones
Mecanizar PTFE con éxito requiere reconocer los compromisos entre velocidad, acabado y elección del material. Apresurar el proceso o usar el enfoque incorrecto invariablemente conducirá a piezas fallidas.
"Fácil de Cortar" vs. "Fácil de Hacer Bien"
La suavidad del PTFE hace que parezca "fácil de cortar" porque la eliminación de material requiere muy poca fuerza. Sin embargo, esto es engañoso.
El verdadero desafío no es eliminar material, sino hacerlo con precisión. Las propiedades que lo hacen fácil de cortar también dificultan lograr la precisión dimensional.
Velocidad vs. Calidad
Las velocidades y avances de corte más altos generan más calor. Con el PTFE, este es el principal enemigo de la precisión.
Debe utilizar parámetros de corte conservadores, a menudo a velocidades más bajas (300-500 pies por minuto de superficie), para minimizar la generación de calor. Lo que pierde en tiempo de ciclo, lo gana en estabilidad dimensional y calidad superficial.
Gestión del Calor: Refrigerante vs. Aire
Usar un refrigerante es esencial para gestionar la acumulación de calor. Los refrigerantes líquidos no reactivos son efectivos, pero a menudo es suficiente con una simple corriente de aire, y es preferible para evitar la contaminación química de la pieza.
El objetivo no es solo enfriar la pieza, sino eliminar activamente las virutas que pueden atrapar calor contra la superficie.
Tomar la Decisión Correcta para su Objetivo
El éxito depende de adaptar su técnica para contrarrestar las propiedades específicas del material. Adapte su enfoque en función de lo que más importa para su aplicación.
- Si su enfoque principal es la precisión dimensional: Priorice la gestión agresiva del calor utilizando un refrigerante o una corriente de aire, empleando herramientas extremadamente afiladas y utilizando velocidades de corte lentas y conservadoras.
- Si su enfoque principal es el acabado superficial: Utilice herramientas con un ángulo de desprendimiento muy alto y un borde de corte afilado para asegurar que está cortando el material limpiamente, y realice pasadas de acabado ligeras para minimizar la presión de la herramienta.
- Si su enfoque principal es la estabilidad mecánica: Elija un grado de PTFE relleno (como el relleno de vidrio o carbono) desde el principio, ya que su rigidez inherente lo hace mucho menos susceptible a la deformación térmica.
Al tratar el PTFE como un desafío térmico y mecánico único, puede producir consistentemente componentes precisos y fiables.
Tabla Resumen:
| Desafío | Causa Raíz | Impacto Clave |
|---|---|---|
| Imprecisión Dimensional | Alta expansión térmica por calor localizado | Las piezas quedan fuera de especificación después de enfriarse |
| Mal Acabado Superficial | Suavidad del material y tendencia a deformarse | Rebabas, vibración y arado en lugar de un corte limpio |
| Dificultad para Mantener Tolerancias | La pieza actúa como un "objetivo en movimiento" debido al calor | Requiere velocidades lentas y herramientas afiladas para la precisión |
¿Tiene dificultades para mecanizar componentes de PTFE precisos? KINTEK se especializa en la fabricación de sellos, revestimientos y material de laboratorio de PTFE de alta calidad para las industrias de semiconductores, médica y de laboratorio. Nuestra experiencia en producción de precisión y fabricación personalizada, desde prototipos hasta pedidos de gran volumen, garantiza que sus piezas cumplan con las especificaciones exactas sin los dolores de cabeza de la deformación térmica. Contacte con nuestros expertos hoy mismo para discutir su proyecto y obtener un presupuesto.
Guía Visual
Productos relacionados
- Celda de muestra cónica de PTFE mecanizada a medida, recipiente triangular de fluoropolímero resistente a la corrosión para análisis de trazas
- Mecanizado a medida moldeado PTFE Teflon fabricante de piezas para el laboratorio ITO FTO vidrio conductor de limpieza Cesta de la flor
- Aparato de Laboratorio Personalizado de PTFE: Celdas de Reacción Resistentes a la Corrosión y de Bajo Fondo, Fabricación CNC de Precisión
- Fabricante de piezas de PTFE a medida para piezas de teflón y pinzas de PTFE
- Barras de PTFE personalizables para aplicaciones industriales avanzadas
La gente también pregunta
- ¿Cuáles son algunas aplicaciones comunes del PTFE mecanizado? Aproveche sus propiedades únicas para aplicaciones exigentes
- ¿Por qué el PTFE mecanizado es popular en el campo médico? Biocompatibilidad y precisión inigualables
- ¿Se pueden personalizar las piezas de PTFE según requisitos específicos? Logre componentes de PTFE personalizados de precisión
- ¿Se pueden personalizar las piezas de PTFE mecanizadas? Logre soluciones de precisión para aplicaciones exigentes
- ¿Qué hace que el PTFE mecanizado sea adecuado para aplicaciones industriales? Rendimiento inigualable en condiciones extremas



















