La forma más efectiva de gestionar la expansión térmica durante el mecanizado de PTFE es implementar una estrategia multifacética que minimice la generación de calor, elimine activamente cualquier calor creado y reduzca el estrés mecánico en la pieza de trabajo. Esto implica una combinación cuidadosa de herramientas afiladas, parámetros de corte optimizados, aplicación generosa de refrigerante y técnicas adecuadas de sujeción de piezas. El éxito no depende de un solo truco, sino de un enfoque holístico que respete las propiedades únicas del material.
El desafío central al mecanizar PTFE es su alto coeficiente de expansión térmica combinado con su baja conductividad térmica. Esto significa que se expande significativamente cuando se calienta, y ese calor permanece localizado, lo que provoca una deformación impredecible y dificulta el mantenimiento de tolerancias estrictas.

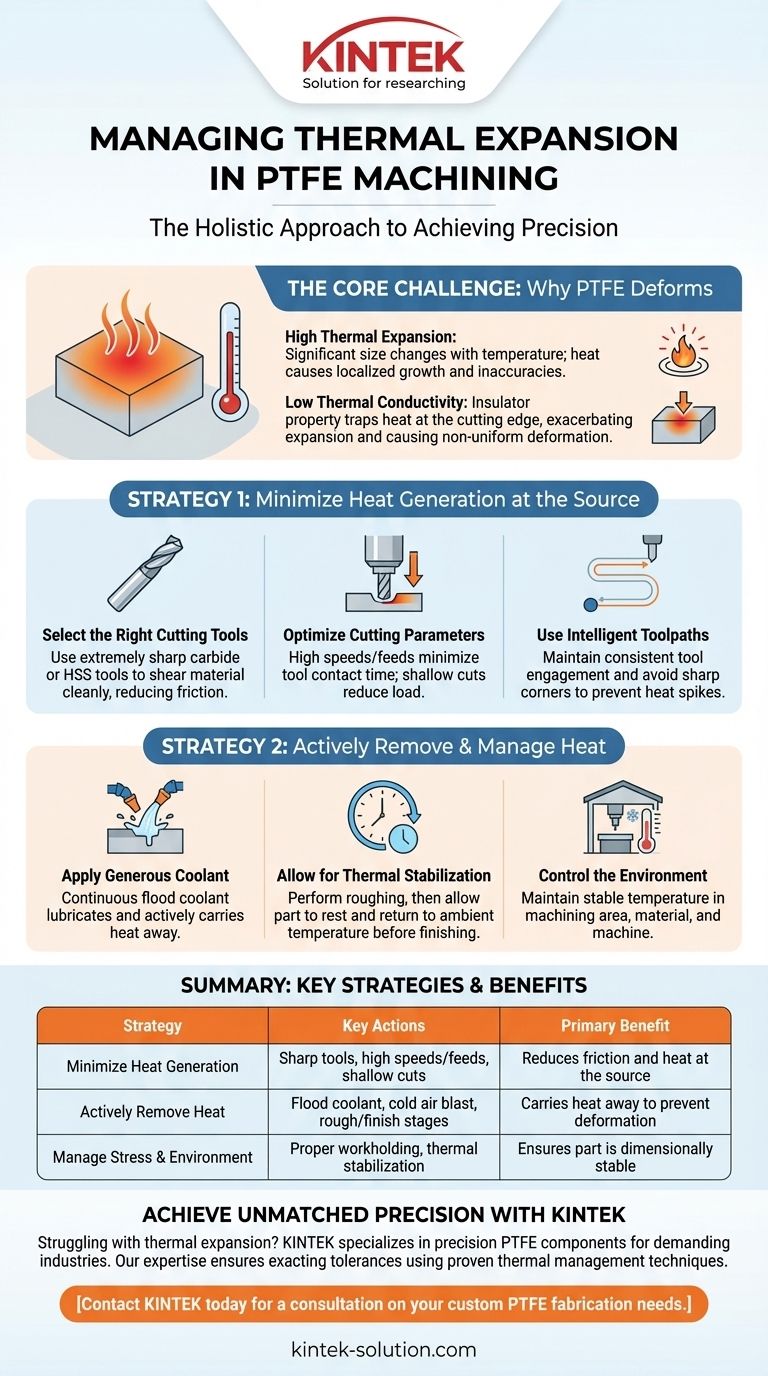
El Desafío Central: Por Qué se Deforma el PTFE
Las propiedades del PTFE crean un conjunto único de desafíos de mecanizado. Comprender el "por qué" detrás de su comportamiento es el primer paso para controlarlo.
Alta Expansión Térmica
El PTFE se expande y contrae con los cambios de temperatura mucho más que los metales u otros plásticos. El calor generado por una herramienta de corte hará que el material en el área inmediata crezca, lo que provocará un corte impreciso. Cuando la pieza se enfríe, se encogerá a una dimensión diferente de la prevista.
Baja Conductividad Térmica
A diferencia de los metales que disipan rápidamente el calor por todo el material, el PTFE actúa como un aislante. El calor generado en el filo de corte no se propaga; se concentra en un área pequeña. Esta acumulación de calor localizada exacerba el problema de la expansión térmica, causando una deformación localizada y no uniforme.
Estrategia 1: Minimizar la Generación de Calor en la Fuente
El enfoque más efectivo es evitar que se acumule calor en primer lugar. Esto se logra reduciendo la fricción y el estrés en el punto de corte.
Seleccione las Herramientas de Corte Adecuadas
La herramienta es su primera línea de defensa. Una mala elección de herramienta generará fricción y calor excesivos, independientemente de la configuración de su máquina.
Utilice herramientas de corte extremadamente afiladas, preferiblemente hechas de carburo o acero de alta velocidad (HSS). Un filo afilado corta el material limpiamente en lugar de abrirse paso a la fuerza, lo que reduce drásticamente la fricción. Las estrías pulidas ayudan aún más a una evacuación suave de la viruta.
Optimizar los Parámetros de Corte
Sus velocidades y avances controlan directamente la energía, y por lo tanto el calor, que se aplica a la pieza.
Busque altas velocidades de corte (200-1000 m/min) combinadas con altas velocidades de avance. Esta combinación permite que la herramienta se mueva a través del material rápidamente, minimizando el tiempo que cualquier punto individual está sujeto a fricción. Por el contrario, una herramienta que gira rápidamente pero avanza lentamente (baja velocidad de avance) rozará y generará calor significativo.
Emplee una profundidad de corte superficial. Esto reduce la cantidad de material que se elimina en un momento dado, disminuyendo la carga sobre la herramienta y minimizando la generación de calor.
Utilizar Trayectorias de Herramienta Inteligentes
La forma en que se mueve la herramienta es tan importante como la rapidez con la que se mueve. El software CAM moderno permite trayectorias de herramienta que evitan picos de calor.
Utilice estrategias que mantengan un compromiso constante de la herramienta, como el fresado trocoidal. Evite las esquinas agudas donde la herramienta puede detenerse y acumular calor.
Estrategia 2: Eliminar y Gestionar Activamente el Calor
Dado que alguna generación de calor es inevitable, la segunda parte de la estrategia es eliminarla de la pieza de trabajo y la herramienta de la manera más eficiente posible.
Aplicar Refrigerante Generoso
El refrigerante de inundación es muy efectivo para el PTFE. Un flujo continuo de refrigerante cumple dos propósitos críticos: lubrica la interfaz de corte para reducir la fricción y, lo que es más importante, elimina activamente el calor tanto de la herramienta como de la pieza de trabajo antes de que pueda causar expansión.
Permitir la Estabilización Térmica
Para piezas que requieren la máxima precisión, el mecanizado por etapas es una técnica probada.
Realice un pase de "desbaste" para eliminar la mayor parte del material. Luego, permita que la pieza descanse y regrese a la temperatura ambiente antes de realizar un pase final ligero de "acabado". Esto asegura que el corte final se realice sobre una pieza dimensionalmente estable.
Controlar el Entorno
En aplicaciones con requisitos de tolerancia extremos, la temperatura de todo el entorno de mecanizado debe ser estable. Un taller con temperatura controlada asegura que la materia prima, la máquina y la pieza final se midan y corten en un estado térmico consistente.
Comprender las Compensaciones
Dominar el PTFE requiere reconocer sus limitaciones inherentes y los compromisos involucrados en su mecanizado.
Velocidad frente a Precisión
Si bien las altas velocidades pueden ser efectivas, buscar las tasas máximas de remoción de material siempre aumentará el riesgo de deformación térmica. Para características críticas, reducir la velocidad y utilizar cortes más ligeros casi siempre producirá un resultado más preciso.
Sujeción de Piezas frente a Integridad de la Pieza
El PTFE es blando y se comprime fácilmente. Apretar demasiado un tornillo de banco o abrazaderas deformará el material antes de que se realice un corte. Este estrés precargado, combinado con la expansión térmica, puede provocar imprecisiones graves. Utilice una presión de sujeción baja y distribuida uniformemente.
Refrigerante frente a Contaminación
Para aplicaciones médicas o de grado alimenticio, los refrigerantes líquidos pueden no ser permisibles. En estos casos, una ráfaga de aire frío es una excelente alternativa. Proporciona una refrigeración efectiva sin introducir contaminantes. Sin embargo, ofrece menos lubricación, por lo que las herramientas afiladas y los parámetros optimizados se vuelven aún más críticos.
Tomar la Decisión Correcta para su Objetivo
La estrategia ideal depende completamente de los requisitos de la pieza final. Utilice estos principios para guiar su enfoque.
- Si su enfoque principal es lograr las tolerancias más estrictas posibles: Priorice un proceso de mecanizado de dos etapas (desbaste, enfriamiento, acabado) y utilice refrigerante generoso en un entorno con temperatura controlada.
- Si su enfoque principal es la eficiencia de producción: Utilice herramientas de carburo recubiertas extremadamente afiladas con refrigerante de inundación de alta presión para maximizar las velocidades de corte y la evacuación de virutas.
- Si su enfoque principal es el mecanizado para una aplicación sensible (p. ej., médica): Opte por el mecanizado en seco utilizando una ráfaga de aire frío para la refrigeración, y acepte que los tiempos de ciclo serán más largos para garantizar la integridad de la pieza.
El éxito con el PTFE proviene de tratarlo no como un material difícil, sino como uno único que exige una estrategia de mecanizado reflexiva y deliberada.
Tabla de Resumen:
| Estrategia | Acciones Clave | Beneficio Principal |
|---|---|---|
| Minimizar la Generación de Calor | Herramientas de carburo afiladas, altas velocidades/avances, cortes superficiales | Reduce la fricción y el calor en la fuente |
| Eliminar Activamente el Calor | Refrigerante de inundación, ráfaga de aire frío, etapas de desbaste/acabado | Elimina el calor para prevenir la deformación |
| Gestionar el Estrés y el Entorno | Sujeción adecuada de piezas, estabilización térmica | Asegura que la pieza sea dimensionalmente estable durante y después del mecanizado |
Logre una Precisión Inigualable en sus Componentes de PTFE
¿Tiene problemas con la expansión térmica y la inestabilidad dimensional en sus piezas de PTFE mecanizadas? Las estrategias descritas anteriormente son fundamentales para nuestro proceso de fabricación en KINTEK. Nos especializamos en el mecanizado de precisión de componentes de PTFE, desde sellos y revestimientos personalizados hasta equipos de laboratorio complejos, para las industrias más exigentes, incluidas la de semiconductores, la médica y la de laboratorio.
Nuestra experiencia garantiza que sus prototipos y pedidos de gran volumen se produzcan con las tolerancias exactas que requiere. Permítanos aplicar nuestras técnicas probadas de gestión térmica a su proyecto.
Contacte a KINTEK hoy mismo para una consulta sobre sus necesidades de fabricación personalizada de PTFE.
Guía Visual
Productos relacionados
- Celda de muestra cónica de PTFE mecanizada a medida, recipiente triangular de fluoropolímero resistente a la corrosión para análisis de trazas
- Mecanizado a medida moldeado PTFE Teflon fabricante de piezas para el laboratorio ITO FTO vidrio conductor de limpieza Cesta de la flor
- Aparato de Laboratorio Personalizado de PTFE: Celdas de Reacción Resistentes a la Corrosión y de Bajo Fondo, Fabricación CNC de Precisión
- Fabricante de piezas de PTFE a medida para piezas de teflón y pinzas de PTFE
- Barras de PTFE personalizables para aplicaciones industriales avanzadas
La gente también pregunta
- ¿Por qué el PTFE mecanizado es popular en el campo médico? Biocompatibilidad y precisión inigualables
- ¿Cuáles son algunas aplicaciones comunes del PTFE mecanizado? Aproveche sus propiedades únicas para aplicaciones exigentes
- ¿Cuáles son las ventajas de mecanizar PTFE sobre otros materiales? Desbloquee un rendimiento superior en entornos hostiles
- ¿Se pueden personalizar las piezas de PTFE mecanizadas? Logre soluciones de precisión para aplicaciones exigentes
- ¿Cuáles son las principales ventajas de usar PTFE para piezas personalizadas? Resuelva Desafíos de Ingeniería Complejos



















