Para equilibrar la estética y la funcionalidad en el mecanizado de PTFE, debe diseñar con las propiedades únicas del material, no en su contra. Esto implica especificar parámetros de mecanizado que gestionen su suavidad inherente y su alta expansión térmica, asegurando que las técnicas utilizadas para la precisión funcional produzcan simultáneamente un acabado superficial superior. El éxito depende de una comprensión profunda del material y de una estrecha colaboración entre los equipos de diseño e ingeniería.
El desafío principal con el PTFE es que las mismas propiedades que lo hacen funcionalmente único —su suavidad y su alta expansión térmica— son también los principales obstáculos para lograr un acabado limpio y estéticamente agradable. La solución radica en el control preciso de la generación de calor y la tensión mecánica durante el proceso de mecanizado.

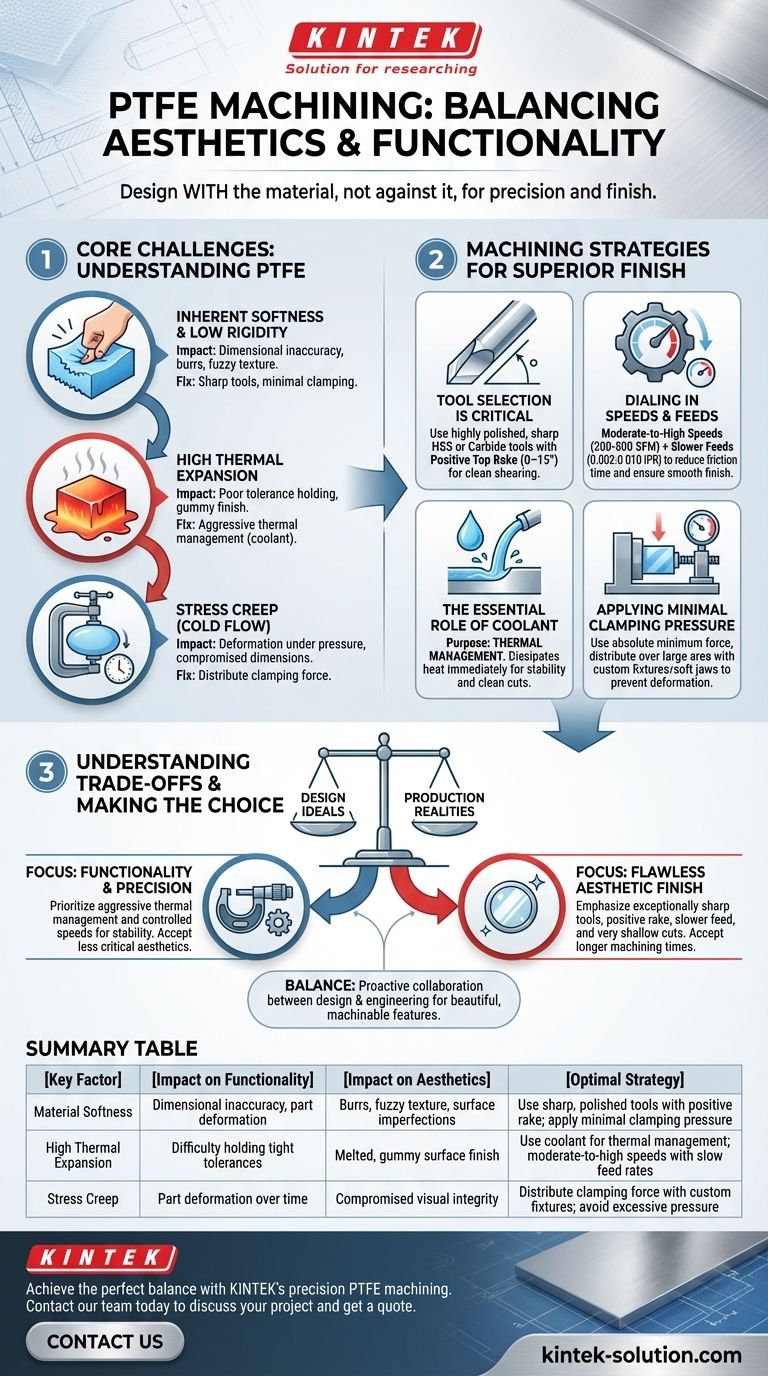
Comprender los desafíos centrales del mecanizado de PTFE
Para lograr un equilibrio entre apariencia y rendimiento, primero debe comprender las propiedades que hacen que el PTFE (Politetrafluoroetileno) sea notoriamente difícil de mecanizar con un alto estándar.
Su suavidad inherente y baja rigidez
El PTFE es un material excepcionalmente blando. Si bien esto facilita el corte, también significa que el material puede comprimirse, deformarse o desgarrarse fácilmente bajo presión.
Esto impacta directamente en la funcionalidad a través de la imprecisión dimensional y afecta la estética al causar imperfecciones superficiales como rebabas o una textura "borrosa".
Alta expansión térmica
El PTFE tiene un coeficiente de expansión térmica muy alto. El calor generado por la fricción de la herramienta durante el corte hace que el material se expanda significativamente.
A medida que se enfría, se contrae, lo que hace increíblemente difícil mantener tolerancias estrictas (un requisito funcional). Este calor también puede hacer que el material se vuelva gomoso, lo que provoca un acabado superficial deficiente con aspecto fundido (un fallo estético).
Fluencia por tensión (Stress Creep)
Cuando se somete a presión de sujeción en una configuración de mecanizado, el PTFE puede deformarse lentamente con el tiempo, una propiedad conocida como fluencia por tensión o "flujo en frío".
Esto puede hacer que la pieza se mecanice fuera de especificación antes de realizar un solo corte, comprometiendo tanto sus dimensiones finales como su integridad visual.
Estrategias de mecanizado para un acabado superior
Lograr una pieza que sea dimensionalmente precisa y visualmente limpia requiere estrategias específicas para contrarrestar las tendencias naturales del PTFE.
La selección de la herramienta es crítica
La herramienta de corte es el factor más importante para el acabado superficial. Utilice herramientas de corte extremadamente afiladas y pulidas, preferiblemente hechas de acero rápido (HSS) o carburo.
Las herramientas con un ángulo de desprendimiento positivo (0–15 grados) son ideales, ya que crean una acción de cizallamiento que corta limpiamente en lugar de empujar o desgarrar el material. El reafilado regular es innegociable.
Ajuste de velocidades y avances
Gestionar el calor es el objetivo principal. El consenso es utilizar velocidades de corte moderadas a altas (200-500 pies superficiales por minuto, o SFM) combinadas con velocidades de avance más lentas (0.002-0.010 pulgadas por revolución).
Esta combinación permite que la herramienta corte de manera eficiente mientras minimiza el tiempo de fricción, y el avance lento asegura un acabado más suave. Una profundidad de corte superficial también ayuda a reducir las fuerzas de corte y el calor.
El papel esencial del refrigerante
El uso de una cantidad generosa de refrigerante o lubricante es crucial. Su propósito principal no es la lubricación, sino la gestión térmica.
El refrigerante disipa inmediatamente el calor generado en el filo de corte, evitando que el PTFE se expanda y asegurando la estabilidad dimensional y un corte limpio y nítido.
Aplicación de una presión de sujeción mínima
Para evitar la deformación de la pieza debido a la suavidad y la fluencia por tensión, utilice la presión de sujeción mínima absoluta requerida para sujetar la pieza de trabajo de forma segura.
Distribuir la fuerza de sujeción sobre un área superficial más grande con accesorios personalizados o mordazas blandas puede evitar mellas en la superficie y la compresión del material.
Comprender las compensaciones
Trabajar con PTFE implica aceptar ciertas limitaciones y hacer compromisos informados entre los ideales de diseño y las realidades de la producción.
Buscar tolerancias poco realistas
Debido a su alta expansión térmica y suavidad, el PTFE no es el material adecuado para aplicaciones que requieren las mismas tolerancias estrictas que los metales o los polímeros más rígidos. Intentar mantener dimensiones excesivamente ajustadas a menudo conduce a altas tasas de chatarra y fallos funcionales.
Sacrificar velocidad por acabado
Lograr un acabado estético verdaderamente premium a menudo requiere velocidades de avance más lentas y cortes menos profundos. Esto aumenta el tiempo y el costo del mecanizado. El proyecto debe equilibrar la necesidad de perfección visual con las limitaciones de presupuesto y cronograma.
Ignorar la seguridad del material
El micro-polvo producido al mecanizar PTFE puede ser peligroso si se inhala. Asegúrese siempre de una ventilación adecuada, use una mascarilla o mecanice el material bajo un flujo constante de refrigerante para suprimir el polvo. La funcionalidad y la estética son irrelevantes si se compromete la seguridad.
Tomar la decisión correcta para su objetivo
Su objetivo principal debe dictar su enfoque, combinando la intención del diseño con las mejores prácticas de mecanizado desde el principio.
- Si su enfoque principal es la funcionalidad y la precisión: Priorice la gestión térmica agresiva con flujo constante de refrigerante y velocidades cuidadosamente controladas para mantener la estabilidad dimensional por encima de todo.
- Si su enfoque principal es un acabado estético impecable: Enfatice el uso de herramientas excepcionalmente afiladas y pulidas con ángulo de desprendimiento positivo, velocidades de avance más lentas y cortes finales muy superficiales para lograr una superficie lisa.
- Si su enfoque principal es un equilibrio real: La clave es la colaboración proactiva. Los diseñadores deben crear características que sean amigables con la naturaleza del PTFE (por ejemplo, evitar los bordes afilados), y los ingenieros deben proporcionar retroalimentación para lograr un diseño que sea a la vez hermoso y mecanizable.
En última instancia, dominar el PTFE se trata de respetar el material y utilizar técnicas de precisión para guiarlo hacia la forma deseada.
Tabla de resumen:
| Factor clave | Impacto en la funcionalidad | Impacto en la estética | Estrategia óptima |
|---|---|---|---|
| Suavidad del material | Imprecisión dimensional, deformación de la pieza | Rebabas, textura borrosa, imperfecciones superficiales | Usar herramientas afiladas y pulidas con ángulo de desprendimiento positivo; aplicar presión de sujeción mínima |
| Alta expansión térmica | Dificultad para mantener tolerancias estrictas | Acabado superficial fundido o gomoso | Usar refrigerante para gestión térmica; velocidades moderadas a altas con velocidades de avance lentas |
| Fluencia por tensión | Deformación de la pieza con el tiempo | Integridad visual comprometida | Distribuir la fuerza de sujeción con accesorios personalizados; evitar presión excesiva |
Logre el equilibrio perfecto entre forma y función en sus componentes de PTFE. En KINTEK, nos especializamos en el mecanizado de precisión de PTFE para los sectores de semiconductores, médico, laboratorio e industrial. Nuestra experiencia en la gestión de propiedades del material como la suavidad y la expansión térmica garantiza que sus piezas cumplan con requisitos funcionales estrictos mientras mantienen un acabado estético superior. Ya sea que necesite prototipos personalizados o producción de alto volumen, ofrecemos soluciones adaptadas a sus desafíos únicos. Contacte a nuestro equipo hoy mismo para discutir su proyecto y obtener una cotización.
Guía Visual
Productos relacionados
- Mecanizado a medida moldeado PTFE Teflon fabricante de piezas para el laboratorio ITO FTO vidrio conductor de limpieza Cesta de la flor
- Fabricante de piezas de PTFE a medida para piezas de teflón y pinzas de PTFE
- Fabricante de piezas de PTFE a medida para contenedores y componentes de teflón
- Celda de muestra cónica de PTFE mecanizada a medida, recipiente triangular de fluoropolímero resistente a la corrosión para análisis de trazas
- Disco de dispersión PTFE grado alimenticio y cosmético, paleta de agitación grande antiadherente y resistente a la corrosión, impulsor personalizable
La gente también pregunta
- ¿Qué ventajas ofrecen las cestas de flores de PTFE para la industria fotovoltaica y de energía solar? Aumente la eficiencia de las celdas
- ¿Cuál es la función principal y la aplicación de una cesta de flores de PTFE? Guía experta para el procesamiento de alta pureza
- ¿Qué factores contribuyen a la integridad mecánica a largo plazo de las cestas florales de PTFE bajo ciclado térmico? Guía de expertos.
- ¿Cuál es el principio de funcionamiento de una canasta floral de PTFE? Optimice el flujo de fluidos y la pureza para la inmersión química
- ¿Cómo contribuyen las cestas de flores de PTFE a la pureza en la fabricación de semiconductores? Alcanza pureza inferior a 10 ppt y lixiviación cero



















