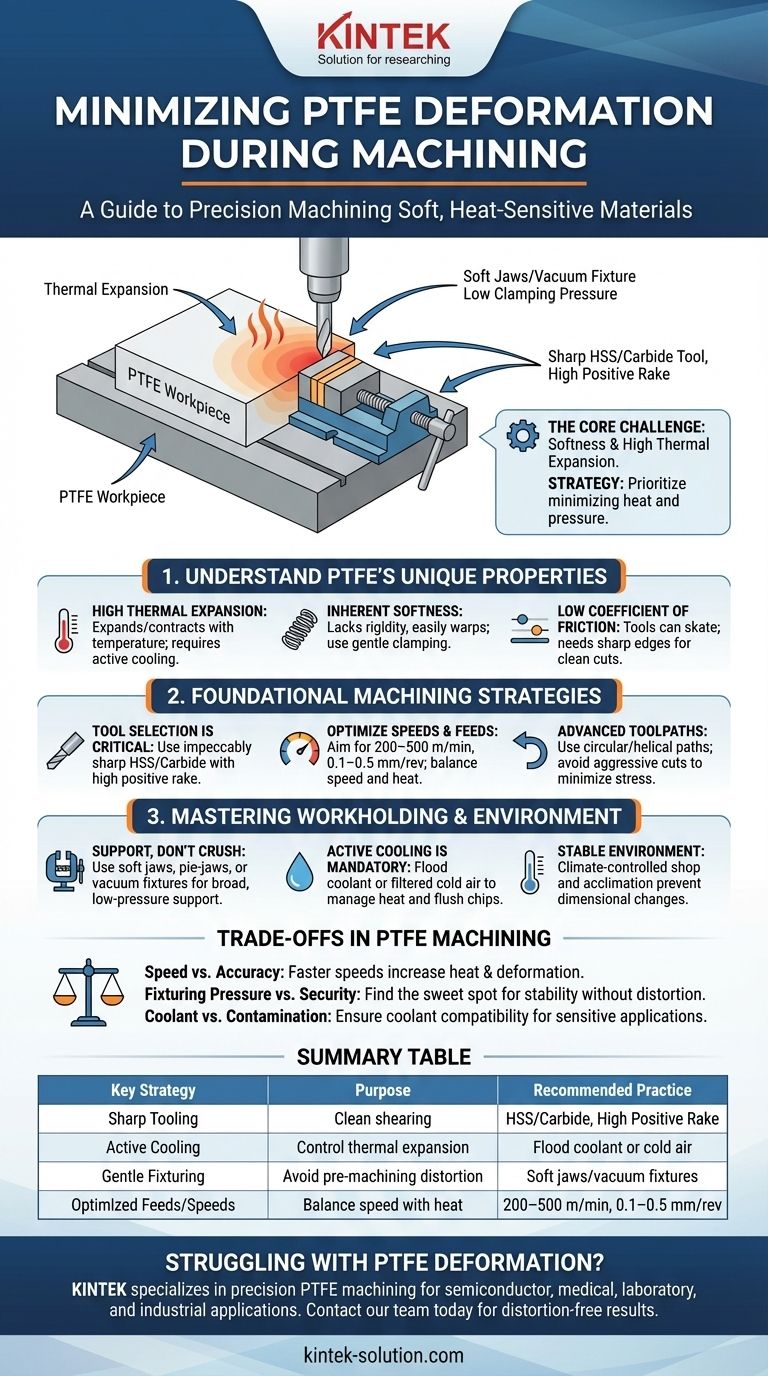
Para minimizar la deformación del PTFE durante el mecanizado, debe utilizar herramientas extremadamente afiladas, gestionar el calor con refrigerantes y asegurar la pieza de trabajo con dispositivos de sujeción que proporcionen un soporte amplio sin una presión de apriete excesiva. La clave es tratar el material con delicadeza, ya que su suavidad inherente y su alta tasa de expansión térmica lo hacen propenso a la distorsión bajo estrés térmico y mecánico.
El desafío central en el mecanizado de PTFE no es su dureza, sino su suavidad y su alta expansión térmica. El éxito depende de una estrategia que priorice la minimización del calor y la presión en cada etapa, desde la sujeción y el corte hasta el pase final.

Comprender los desafíos únicos del mecanizado de PTFE
Antes de aplicar soluciones, es fundamental comprender las propiedades del material. Las características únicas del PTFE son precisamente lo que lo hace valioso y difícil de mecanizar con precisión.
Alto coeficiente de expansión térmica
El PTFE se expande y contrae significativamente con los cambios de temperatura. El calor generado durante el corte puede hacer que el material se deforme, lo que provoca dimensiones inexactas una vez que se enfría.
Esta propiedad hace que la refrigeración activa no sea solo una mejor práctica, sino una necesidad para mantener tolerancias estrictas.
Suavidad inherente y falta de rigidez
A diferencia de los metales, el PTFE carece de rigidez y puede comprimirse o deformarse fácilmente. Una presión de sujeción excesiva de un tornillo de banco estándar distorsionará la pieza de trabajo antes de que se realice el primer corte.
Esta suavidad también significa que el material puede "alejarse" de la herramienta de corte en lugar de cortarse limpiamente, especialmente si la herramienta está desafilada.
Bajo coeficiente de fricción
Aunque es beneficioso en su aplicación final, la resbaladiza del PTFE significa que las herramientas de corte pueden deslizarse o rozar si no están extremadamente afiladas, generando fricción y calor en lugar de una viruta limpia.
Estrategias fundamentales de mecanizado
Controlar la deformación requiere un enfoque sistemático que aborde las herramientas, la configuración de la máquina y la estrategia de corte.
El papel crítico de la selección de herramientas
Sus herramientas de corte deben estar impecablemente afiladas. Un borde desafilado arará el material, creando calor y tensión, en lugar de cortarlo limpiamente.
Las herramientas de acero rápido (HSS) o de carburo con un ángulo de desprendimiento positivo alto y un borde de corte afilado y rectificado son ideales para producir una acción de corte limpia.
Optimización de velocidades y avances
Aunque el PTFE se puede cortar rápidamente, el objetivo es equilibrar la velocidad con la generación de calor. Las altas velocidades pueden hacer que el material se derrita o se deforme.
Apunte a velocidades de corte entre 200 y 500 m/min y velocidades de avance de 0.1 a 0.5 mm/rev. Siempre comience de forma conservadora y ajuste según la calidad del corte y la formación de la viruta.
Consideraciones avanzadas de la trayectoria de la herramienta
La forma en que la herramienta se mueve a través del material es tan importante como su velocidad. Evite cortes agresivos y de ancho completo que ejerzan una tensión significativa en la pieza.
Utilice trayectorias de herramienta circulares o helicoidales para minimizar las vibraciones y garantizar una eliminación de material más uniforme. Para secciones delgadas, utilice múltiples pasadas superficiales en lugar de una profunda.
Dominio de la sujeción de la pieza de trabajo y el control ambiental
La forma en que sujeta la pieza de trabajo y gestiona el entorno circundante es a menudo el factor decisivo entre una pieza exitosa y una fallida.
El principio de "Soportar, no aplastar"
El objetivo principal de sujetar el PTFE es proporcionar el máximo soporte con una presión de apriete mínima.
Los mandriles o tornillos de banco estándar a menudo no son adecuados. En su lugar, utilice mordazas blandas moldeadas a medida, mordazas de pinza (pie-jaws) o dispositivos de sujeción por vacío que distribuyan la fuerza de sujeción sobre un área de superficie más grande sin causar distorsión.
La necesidad de refrigeración activa
El refrigerante es obligatorio para controlar la expansión térmica. Un flujo constante de refrigerante dirigido al filo de corte eliminará el calor, estabilizará la pieza de trabajo y ayudará a evacuar las virutas.
Para aplicaciones que requieren alta pureza, el aire filtrado también puede servir como un refrigerante eficaz.
Mantenimiento de un entorno estable
Dado que el PTFE es muy sensible a la temperatura, mecanizarlo en un entorno con clima controlado ayuda a garantizar la estabilidad dimensional durante todo el proceso.
Permita que el material se aclimate a la temperatura del taller antes de mecanizarlo para evitar cambios de tamaño durante la operación.
Comprender las compensaciones
Cada decisión en el mecanizado de PTFE implica equilibrar factores en competencia. Reconocer estas compensaciones es clave para desarrollar un proceso confiable.
Velocidad frente a precisión dimensional
Forzar tiempos de ciclo más rápidos aumentando las velocidades de corte casi siempre generará más calor. Esto compromete directamente la precisión dimensional debido a la expansión térmica. Para trabajos de tolerancia estricta, priorice un corte más frío y lento.
Presión de sujeción frente a seguridad
Este es el dilema central de la sujeción de la pieza de trabajo. Poca presión y la pieza puede moverse o vibrar durante el corte, arruinando el acabado. Demasiada presión y la pieza se deforma antes de que comience. Por eso los dispositivos de sujeción especializados de contacto total son tan efectivos.
Uso de refrigerante frente a contaminación de la pieza
Aunque el refrigerante es esencial para el control térmico, el tipo de refrigerante puede ser un factor para las piezas utilizadas en las industrias médica, alimentaria o electrónica. En estos casos, puede ser necesario garantizar la compatibilidad del refrigerante o utilizar aire frío y limpio.
Tomar la decisión correcta para su objetivo
Su objetivo específico debe guiar su estrategia de mecanizado.
- Si su enfoque principal es la máxima precisión dimensional: Priorice la refrigeración agresiva y velocidades y avances conservadores, permitiendo que la pieza permanezca térmicamente estable.
- Si su enfoque principal es un acabado superficial de alta calidad: Asegúrese de que sus herramientas de corte estén perfectamente afiladas con un ángulo de desprendimiento positivo alto y utilice un "pase de acabado" ligero y final para limpiar cualquier deflexión del material.
- Si su enfoque principal es el mecanizado de piezas delgadas o delicadas: Utilice dispositivos de sujeción al vacío especializados o hechos a medida y emplee trayectorias de herramienta que minimicen las fuerzas de corte, como la interpolación helicoidal.
En última instancia, el mecanizado exitoso de PTFE es una disciplina de control, donde gestionar el calor y la presión es la clave para lograr la precisión.
Tabla de resumen:
| Estrategia clave | Propósito | Práctica recomendada |
|---|---|---|
| Herramientas afiladas | Corte limpio, fricción mínima | Utilice herramientas HSS/Carburo con ángulo de desprendimiento positivo alto |
| Refrigeración activa | Controlar la expansión térmica | Refrigerante de inundación o aire frío dirigido al corte |
| Sujeción suave | Evitar la distorsión previa al mecanizado | Utilice mordazas blandas, mordazas de pinza o dispositivos de sujeción por vacío |
| Avances/Velocidades optimizados | Equilibrar la velocidad con la generación de calor | Velocidad de 200–500 m/min, avance de 0.1–0.5 mm/rev |
¿Tiene problemas con la deformación del PTFE en sus componentes? KINTEK se especializa en el mecanizado de precisión de PTFE para aplicaciones en semiconductores, médicas, de laboratorio e industriales. Nuestra experiencia en fabricación personalizada, desde prototipos hasta pedidos de alto volumen, garantiza que sus piezas cumplan con las tolerancias exactas sin compromiso. Contacte a nuestro equipo hoy mismo para discutir los requisitos de su proyecto y lograr resultados sin distorsiones.
Guía Visual
Productos relacionados
- Celda de muestra cónica de PTFE mecanizada a medida, recipiente triangular de fluoropolímero resistente a la corrosión para análisis de trazas
- Mecanizado a medida moldeado PTFE Teflon fabricante de piezas para el laboratorio ITO FTO vidrio conductor de limpieza Cesta de la flor
- Aparato de Laboratorio Personalizado de PTFE: Celdas de Reacción Resistentes a la Corrosión y de Bajo Fondo, Fabricación CNC de Precisión
- Fabricante de piezas de PTFE a medida para piezas de teflón y pinzas de PTFE
- Cortador de membrana de filtro de PTFE de alta pureza con hoja de cerámica para análisis de PM2.5 y divisor de papel de filtro de laboratorio personalizable
La gente también pregunta
- ¿Se pueden personalizar las piezas de PTFE mecanizadas? Logre soluciones de precisión para aplicaciones exigentes
- ¿Cuáles son las principales ventajas de usar PTFE para piezas personalizadas? Resuelva Desafíos de Ingeniería Complejos
- ¿Cuáles son las ventajas de mecanizar PTFE sobre otros materiales? Desbloquee un rendimiento superior en entornos hostiles
- ¿Cómo se comportan los recipientes de politetrafluoroetileno (PTFE) en cuanto a permeación de gases? Perspectivas de expertos sobre la absorción de disolventes
- ¿Cuáles son algunas aplicaciones comunes del PTFE mecanizado? Aproveche sus propiedades únicas para aplicaciones exigentes



















