Para reducir la formación de rebabas al mecanizar PTFE, debe utilizar herramientas de corte extremadamente afiladas con un ángulo de desprendimiento positivo, gestionar el calor con velocidades y refrigerante adecuados, y utilizar presiones de corte ligeras. Dado que el PTFE es blando y se deforma fácilmente bajo calor y tensión, el objetivo es cizallar el material limpiamente en lugar de empujarlo.
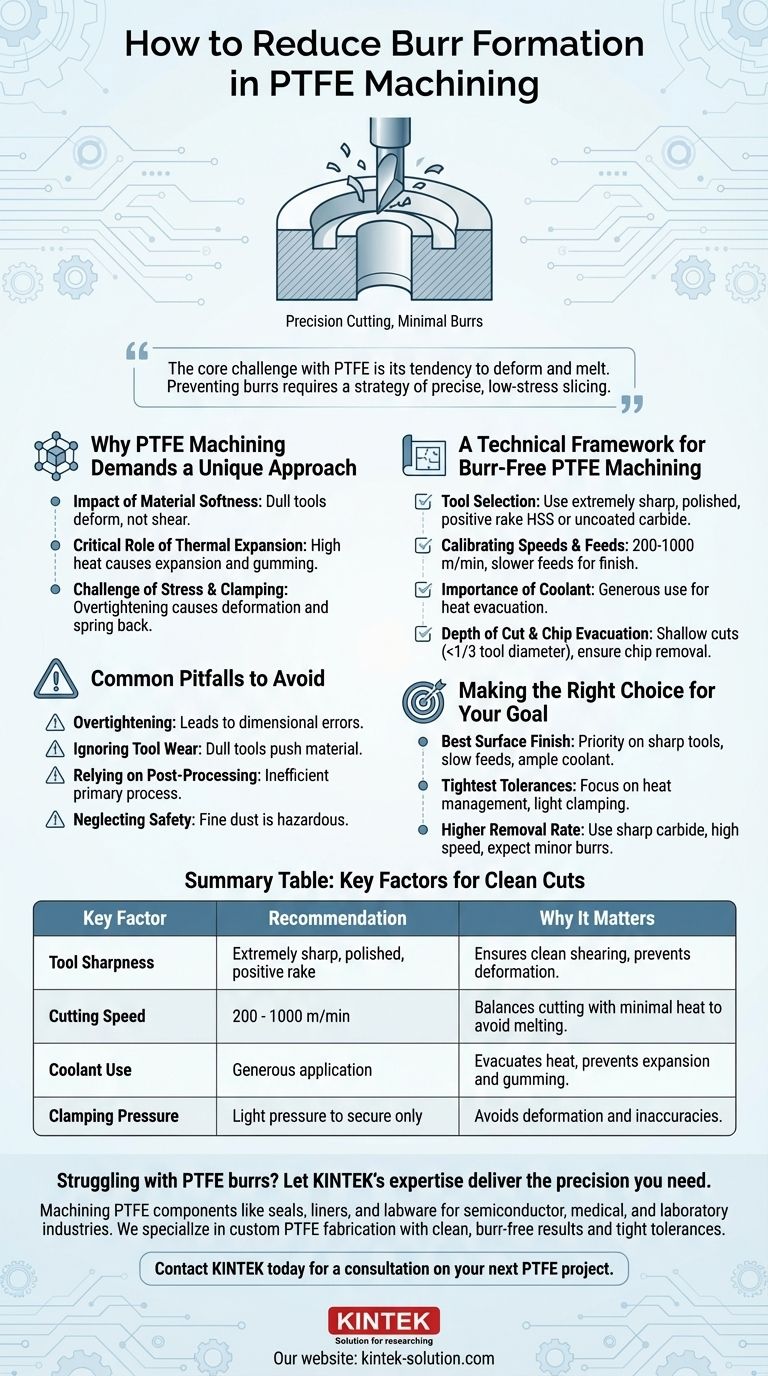
El desafío principal con el PTFE es su tendencia a deformarse y fundirse en lugar de astillarse como un metal. Prevenir las rebabas requiere cambiar su mentalidad de la eliminación agresiva de material a una estrategia de corte preciso y de baja tensión que respete la suavidad inherente y la alta expansión térmica del material.

Por qué el mecanizado de PTFE exige un enfoque único
El politetrafluoroetileno (PTFE) no es un plástico típico. Sus propiedades únicas lo hacen fácil de cortar, pero difícil de cortar de forma limpia y precisa. Comprender estos rasgos es el primer paso para eliminar las rebabas.
El impacto de la suavidad del material
El PTFE tiene una baja densidad y es excepcionalmente blando. El filo de una herramienta sin filo no cizallará el material; simplemente lo empujará, haciendo que se deforme y estire. Esta deformación plástica es la causa principal de las rebabas.
El papel fundamental de la expansión térmica
El PTFE tiene uno de los coeficientes de expansión térmica más altos entre los polímeros. Incluso una pequeña cantidad de calor generado por la fricción del corte hará que el material se expanda significativamente. Esto puede provocar imprecisiones dimensionales y hacer que el material se pegue a la herramienta, lo que resulta en un mal acabado.
El desafío de la tensión y la sujeción
El material es susceptible a la fluencia por tensión y la deformación bajo presión. Apretar demasiado un tornillo de banco o una abrazadera comprimirá la pieza. Cuando se completa el corte y se libera la presión, el material volverá a su forma, arruinando la precisión dimensional y, a menudo, creando rebabas en los bordes.
Un marco técnico para el mecanizado de PTFE sin rebabas
Lograr un acabado limpio requiere un control cuidadoso de sus herramientas, parámetros y sujeción de la pieza de trabajo. Cada elemento debe optimizarse para minimizar el calor y la tensión mecánica.
La selección de la herramienta es innegociable
Su principal defensa contra las rebabas es la propia herramienta de corte. Utilice solo herramientas extremadamente afiladas y pulidas. Un filo bruñido y con acabado de espejo corta el material con una presión mínima.
Las herramientas de HSS (acero rápido) o de carburo sin recubrimiento son efectivas. La geometría debe tener un ángulo de desprendimiento positivo alto para promover una acción de cizallamiento limpia.
Calibración de velocidades y avances
Debe equilibrar la velocidad para evitar dos problemas diferentes. Demasiado lento, y la herramienta puede "arar" a través del material; demasiado rápido, y generará un calor excesivo que provoca la fusión.
Mantenga velocidades de corte entre 200 y 1000 m/min. Para el mejor acabado superficial, utilice una velocidad de avance más lenta para reducir las fuerzas de corte y mejorar el control.
La importancia del refrigerante
Aplicar una gran cantidad de refrigerante es crucial. Su trabajo principal no es la lubricación, sino la evacuación del calor. Al mantener la pieza de trabajo y la herramienta frías, evita la expansión térmica e impide que el PTFE se vuelva pegajoso en el punto de corte.
Profundidad de corte y evacuación de virutas
Utilice una profundidad de corte superficial. Una buena regla es no exceder un tercio del diámetro de la herramienta. Esto minimiza las fuerzas de corte ejercidas sobre el material, reduciendo la deformación.
La evacuación adecuada de las virutas también es esencial para evitar el recorte, lo que genera más calor y estropea el acabado superficial.
Errores comunes a evitar
Incluso con la configuración correcta, los errores comunes pueden socavar sus resultados. Ser consciente de ellos es fundamental para un éxito constante.
Apretar demasiado la pieza de trabajo
Esta es la fuente más común de errores dimensionales. Debe asegurar la pieza lo suficiente solo para mantenerla durante el corte. Aplicar una presión de sujeción excesiva deformará el material, lo que provocará una pieza inexacta una vez que se suelte.
Ignorar el desgaste de la herramienta
Un filo afilado en una herramienta se desafila rápidamente al cortar cualquier material. Con el PTFE, incluso una herramienta ligeramente desgastada comenzará a empujar el material en lugar de cortarlo. Inspeccione sus herramientas con frecuencia y reemplácelas o reafílelas al primer signo de desgaste.
Depender del posprocesamiento
Si bien técnicas como el chorreado con microesferas o el micropolido pueden eliminar las rebabas después del hecho, deben considerarse un paso secundario. Confiar en ellas como solución principal significa que su proceso de mecanizado central no está optimizado, lo que cuesta tiempo y puede afectar la tolerancia de la pieza.
Descuidar la seguridad
Se puede generar polvo fino de PTFE durante el mecanizado. Es un peligro para la salud si se inhala. Trabaje siempre en un área bien ventilada, utilice refrigerante para suprimir el polvo o use una mascarilla adecuada.
Tomar la decisión correcta para su objetivo
Su estrategia específica puede cambiar ligeramente dependiendo de la prioridad final de la pieza.
- Si su enfoque principal es el mejor acabado superficial posible: Priorice herramientas extremadamente afiladas y pulidas, utilice velocidades de avance más lentas y aplique abundante refrigerante.
- Si su enfoque principal es mantener las tolerancias más estrictas: Concéntrese en la gestión del calor con refrigerante y utilice la presión de sujeción más ligera posible para evitar la deformación de la pieza.
- Si su enfoque principal es una mayor tasa de eliminación de material: Utilice herramientas de carburo afiladas en el extremo superior del rango de velocidad recomendado, pero prepárese para posibles rebabas menores que puedan requerir una pasada de acabado o un desbarbado ligero.
En última instancia, dominar el mecanizado de PTFE significa tratarlo con precisión y un toque ligero, asegurando que cada corte sea una rebanada limpia.
Tabla de resumen:
| Factor clave | Recomendación | Por qué es importante |
|---|---|---|
| Afilado de la herramienta | Herramientas extremadamente afiladas y pulidas con ángulo de desprendimiento positivo | Asegura un cizallamiento limpio en lugar de empujar el material, previniendo la deformación. |
| Velocidad de corte | 200 - 1000 m/min | Equilibra el corte eficiente con la mínima generación de calor para evitar la fusión. |
| Uso de refrigerante | Aplicación generosa para la evacuación del calor | Previene la expansión térmica y que el material se vuelva pegajoso. |
| Presión de sujeción | Presión ligera para asegurar solo la pieza | Evita la deformación de la pieza que conduce a imprecisiones y rebabas al soltarla. |
¿Tiene problemas con las rebabas de PTFE? Deje que la experiencia de KINTEK le brinde la precisión que necesita.
El mecanizado de componentes de PTFE como sellos, revestimientos y material de laboratorio para las industrias de semiconductores, médica y de laboratorio requiere un profundo conocimiento de las propiedades del material. En KINTEK, nos especializamos en la fabricación personalizada de PTFE, desde prototipos hasta pedidos de gran volumen, utilizando técnicas que priorizan resultados limpios, sin rebabas y tolerancias estrictas.
Nuestro equipo aprovecha herramientas afiladas, parámetros precisos y una gestión meticulosa del calor para garantizar que sus piezas cumplan con los más altos estándares. Deje de luchar contra las rebabas y comience a lograr un rendimiento fiable.
Contacte a KINTEK hoy mismo para una consulta sobre su próximo proyecto de PTFE.
Guía Visual
Productos relacionados
- Sistema de Filtración de PTFE Personalizado Resistentes a Ácidos Grado Semiconductores de Alta Pureza para Procesamiento Químico
- Grifo de PTFE de Alta Resistencia a la Corrosión Válvula de Politetrafluoroetileno para Bidones de Almacenamiento Químico y Sistemas de Transferencia de Fluidos Grado Industrial Personalizable
- Sistema de Filtración al Vacío de PTFE y PFA Resistente a la Corrosión Personalizable y Antifragmentación para Laboratorio
- Filtro Resistentes a la Corrosión de PTFE con Conexiones de Válvula PFA y Placa Tamiz Integrada
- Jeringuilla de PTFE de 50 ml resistente a altas temperaturas y productos químicos, inyector de Teflon personalizado con sellado roscado para análisis de trazas
La gente también pregunta
- ¿Cuáles son las aplicaciones típicas de los filtros de PTFE en la filtración científica? Domine la filtración de productos químicos y gases agresivos
- ¿Cuáles son las aplicaciones industriales comunes de los filtros de PTFE? Domine la filtración crítica en industrias exigentes
- ¿Qué resistencia a la temperatura ofrecen los filtros de PTFE? Estabilidad térmica inigualable de -200 °C a +260 °C
- ¿Por qué los filtros de PTFE son ventajosos para el análisis gravimétrico? Logre una precisión y exactitud inigualables
- ¿Qué productos químicos son totalmente compatibles con los filtros de PTFE? Descubra una resistencia química inigualable



















