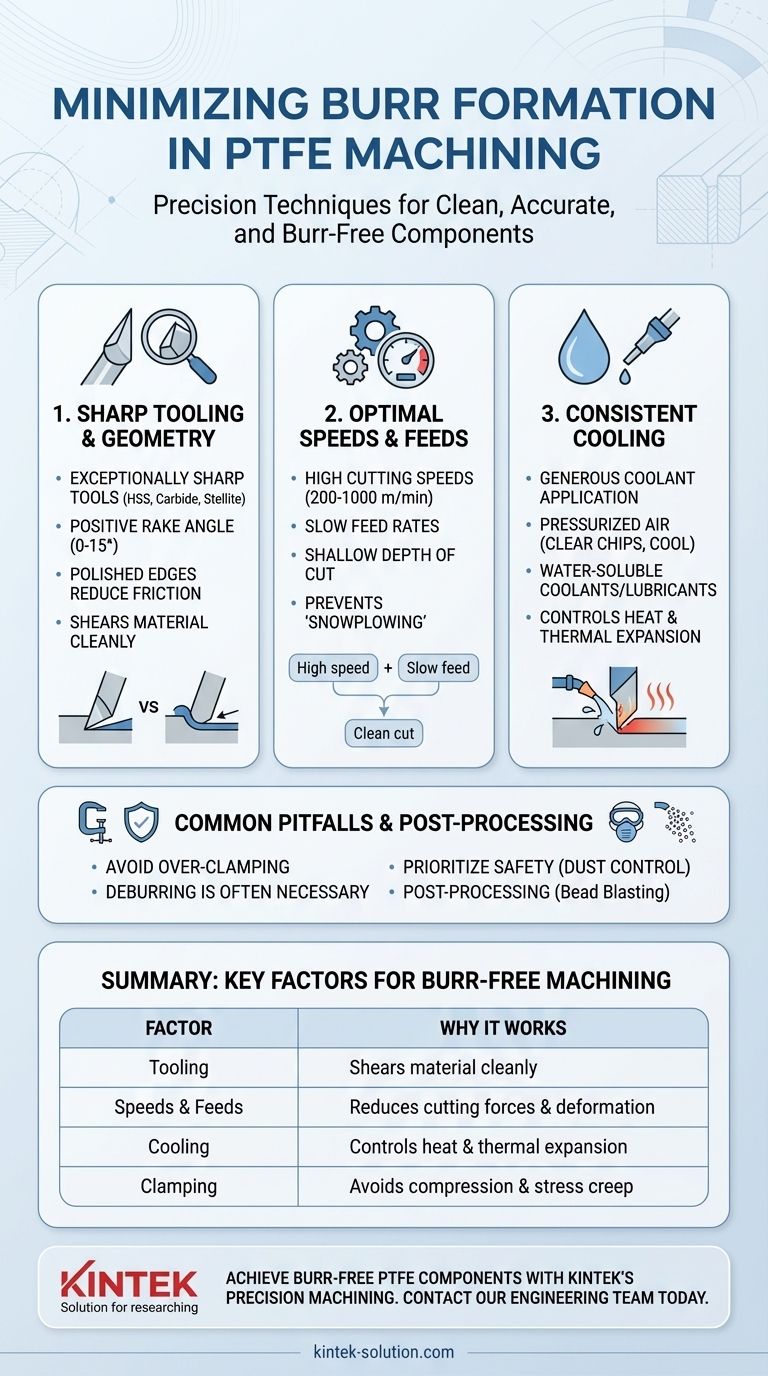
Para minimizar eficazmente la formación de rebabas en el mecanizado de PTFE, debe utilizar herramientas excepcionalmente afiladas con un ángulo de desprendimiento positivo, emplear altas velocidades de corte combinadas con velocidades de avance lentas y aplicar una refrigeración constante. Estos tres elementos trabajan juntos para cizallar el material limpiamente en lugar de empujarlo o desgarrarlo, que es la principal causa de las rebabas en este polímero blando y "gomoso".
El desafío central del mecanizado de PTFE no es su dureza, sino su suavidad y su alta expansión térmica. El éxito depende menos de la eliminación agresiva del material y más de un enfoque impulsado por la destreza que respete la tendencia del material a deformarse bajo presión y calor.

Comprender los desafíos únicos del mecanizado de PTFE
Antes de aplicar técnicas específicas, es crucial comprender por qué el politetrafluoroetileno (PTFE) se comporta de manera diferente a los metales o incluso a otros plásticos. Sus propiedades son la causa raíz de problemas comunes de mecanizado, como la formación de rebabas.
El problema de la suavidad y la deformación
El PTFE es extremadamente blando y tiene un bajo módulo de elasticidad. En lugar de desprenderse limpiamente como un material rígido, tiende a empujar, estirar y desgarrar cuando se aplica una herramienta de corte. Esta deformación plástica es lo que crea las rebabas borrosas y difíciles de eliminar a lo largo del borde de corte.
Alto coeficiente de expansión térmica
El PTFE se expande y contrae significativamente con los cambios de temperatura. La fricción de una herramienta de corte genera calor localizado, lo que hace que el material se hinche durante el corte y luego se contraiga al enfriarse. Esta inestabilidad térmica dificulta el mantenimiento de tolerancias estrictas y puede empeorar las rebabas a medida que el material se deforma alrededor de la herramienta.
Fluencia por tensión y baja rigidez
Este material es propenso a la "fluencia por tensión", lo que significa que se deformará lentamente con el tiempo cuando se mantenga bajo presión. Una fuerza de sujeción excesiva durante la configuración puede comprimir fácilmente la pieza, lo que provoca dimensiones inexactas y defectos una vez que se libera la presión.
Principios básicos para un mecanizado sin rebabas
Abordar las propiedades del PTFE requiere un enfoque específico y disciplinado. Centrarse en las siguientes tres áreas producirá las mejoras más significativas en la calidad del corte.
Herramientas: La nitidez y la geometría son primordiales
El factor más importante es la herramienta de corte en sí. Una herramienta desafilada o con una forma incorrecta empujará el material en lugar de cizallarlo.
Utilice herramientas hechas de acero rápido (HSS) o carburo, siendo las herramientas con punta de Stellite otra excelente opción debido a su resistencia al desgaste.
El filo de corte debe estar extremadamente afilado y pulido, a menudo denominado "afilado como un cuchillo de afeitar". Esto reduce la fricción y promueve una acción de cizallamiento limpia.
Emplee un ángulo de desprendimiento superior positivo (típicamente de 0 a 15 grados). Esta geometría ayuda a levantar la viruta del material de trabajo y reduce significativamente las fuerzas de corte, minimizando la deformación del material.
Velocidades y avances: Un equilibrio contraintuitivo
La combinación ideal para el PTFE es una alta velocidad de corte y una velocidad de avance lenta. Esto puede parecer contraintuitivo, pero es esencial para un corte limpio.
Altas velocidades de corte (200 a 1000 m/min) aseguran que el filo de la herramienta se mueva lo suficientemente rápido como para cizallar el material antes de que tenga tiempo de deformarse.
Las velocidades de avance lentas evitan que la herramienta empuje demasiado material a la vez, reduciendo la presión y la fricción. Esto le da tiempo a la herramienta para cortar limpiamente sin "arar" a través del PTFE.
También se recomienda una profundidad de corte superficial para minimizar aún más las fuerzas de corte.
Gestión térmica: El papel del refrigerante
Controlar el calor es innegociable para mantener la estabilidad dimensional y reducir las rebabas.
La aplicación generosa de un refrigerante es fundamental. A menudo, el aire a presión es eficaz para eliminar las virutas y proporcionar algo de refrigeración sin interacción química.
Para operaciones más intensivas, los refrigerantes o lubricantes solubles en agua son muy eficaces para disipar el calor y evitar que el material se hinche.
Errores comunes y postprocesamiento
Incluso con una técnica perfecta, la naturaleza del PTFE presenta desafíos persistentes que requieren vigilancia.
El peligro de la sujeción excesiva
Nunca utilice la misma presión de sujeción para el PTFE que para el metal. Utilice solo la fuerza suficiente para asegurar la pieza. Apretar demasiado comprimirá el material, lo que dará como resultado una pieza final inexacta una vez que se libere de la fijación.
La inevitabilidad del desbarbado
Aunque la técnica adecuada minimiza las rebabas, puede que no las elimine por completo. Planifique un paso de desbarbado. Cuchillas afiladas o herramientas de desbarbado especializadas pueden eliminar cuidadosamente el material restante. Para un acabado superior a mayor escala, los métodos de postprocesamiento como el chorreado con cuentas pueden ser efectivos.
Una nota crítica sobre la seguridad
El mecanizado de PTFE crea partículas finas de polvo que pueden ser peligrosas si se inhalan. Trabaje siempre en un área bien ventilada, utilice un refrigerante para suprimir el polvo y use equipo de protección personal adecuado, incluida una mascarilla.
Tomar la decisión correcta para su objetivo
Su objetivo principal debe guiar qué aspecto del proceso prioriza.
- Si su enfoque principal es el mejor acabado superficial absoluto: Priorice herramientas pulidas y afiladas como cuchillas de afeitar con un ángulo de desprendimiento positivo y pasadas de acabado muy ligeras y lentas.
- Si su enfoque principal es mantener tolerancias dimensionales estrictas: Concéntrese en una gestión térmica agresiva con refrigeración constante y un control meticuloso de la presión de sujeción.
- Si su enfoque principal es la eficiencia de producción: Implemente un programa estricto de mantenimiento de herramientas para garantizar que los bordes se reafilmen o reemplacen regularmente, evitando la degradación de la calidad durante una tirada.
En última instancia, tratar el PTFE con precisión y una comprensión profunda de su comportamiento único es la clave para lograr resultados limpios, precisos y sin rebabas.
Tabla de resumen:
| Factor clave | Práctica recomendada | Por qué funciona |
|---|---|---|
| Herramientas | Herramientas afiladas como cuchillas de afeitar, con ángulo de desprendimiento positivo (HSS, carburo) | Cizalla el material limpiamente en lugar de empujarlo/desgarrarlo |
| Velocidades y avances | Alta velocidad de corte (200-1000 m/min), velocidad de avance lenta | Reduce las fuerzas de corte y la deformación del material |
| Refrigeración | Aplicación generosa de refrigerante o aire a presión | Controla el calor, previene la expansión térmica y la hinchazón |
| Sujeción | Presión mínima y suave | Evita la compresión del material y la fluencia por tensión |
Logre componentes de PTFE sin rebabas con el mecanizado de precisión de KINTEK
¿Tiene problemas con las rebabas y la inestabilidad dimensional en sus piezas de PTFE? Las técnicas descritas anteriormente son fundamentales en nuestro proceso de fabricación. En KINTEK, nos especializamos en el mecanizado de componentes de PTFE de alta precisión, desde sellos y revestimientos personalizados hasta material de laboratorio complejo, para los sectores de semiconductores, médico e industrial.
Entendemos que su aplicación exige un rendimiento impecable. Permítanos poner nuestra experiencia a trabajar para usted:
- Precisión garantizada: Utilizamos equipos de última generación y protocolos estrictos para garantizar que cada pieza cumpla con sus especificaciones exactas.
- Fabricación personalizada: Desde prototipos rápidos hasta tiradas de producción de gran volumen, ofrecemos una calidad constante y sin rebabas.
- Experiencia en materiales: Navegamos por los desafíos únicos del PTFE para que usted no tenga que hacerlo, ahorrándole tiempo y garantizando la fiabilidad de las piezas.
¿Listo para componentes de PTFE superiores? Contacte con nuestro equipo de ingeniería hoy mismo para analizar los requisitos de su proyecto.
Guía Visual
Productos relacionados
- Mecanizado a medida moldeado PTFE Teflon fabricante de piezas para el laboratorio ITO FTO vidrio conductor de limpieza Cesta de la flor
- Celda de muestra cónica de PTFE mecanizada a medida, recipiente triangular de fluoropolímero resistente a la corrosión para análisis de trazas
- Fabricante de piezas de PTFE a medida para piezas de teflón y pinzas de PTFE
- Fabricante de piezas de PTFE a medida para contenedores y componentes de teflón
- Impulsor de agitación de PTFE resistente a la corrosión y disco de dispersión de politetrafluoroetileno personalizable
La gente también pregunta
- ¿Cómo contribuyen las cestas de flores de PTFE a la pureza en la fabricación de semiconductores? Alcanza pureza inferior a 10 ppt y lixiviación cero
- ¿Cómo garantiza el diseño estructural de una cesta de flores de PTFE el acceso uniforme de fluidos a los sustratos? Optimice los rendimientos del laboratorio
- ¿Cuál es el rango de temperatura de funcionamiento de las cestas de flores de PTFE? Límites térmicos y rendimiento de -200 °C a +260 °C.
- ¿Qué ventajas ofrecen las cestas de flores de PTFE para la industria fotovoltaica y de energía solar? Aumente la eficiencia de las celdas
- ¿Cómo se comparan las cestas florales de PTFE con los portadores de cuarzo o acero inoxidable? Maximice el ROI con Soluciones de Bajo Costo Total de Propiedad



















