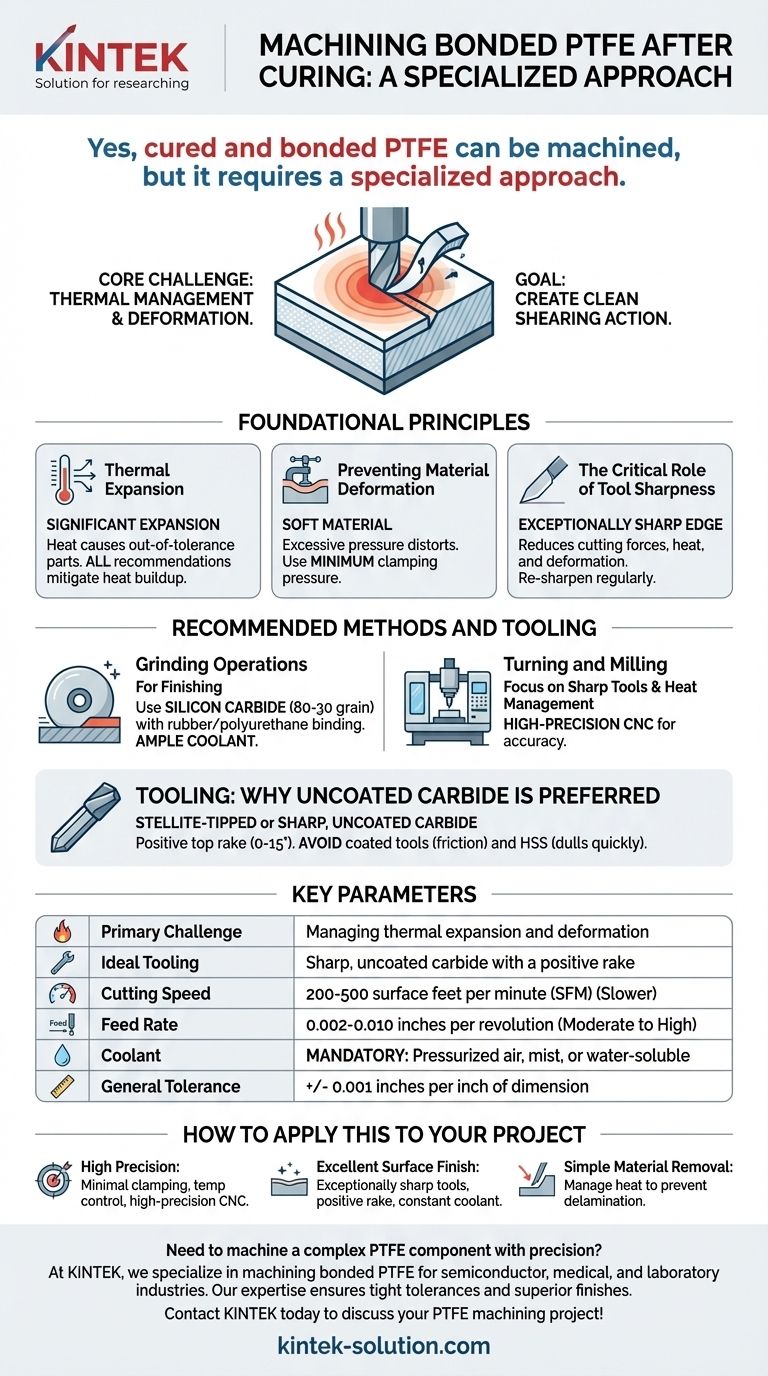
Sí, el PTFE curado y adherido se puede mecanizar, pero requiere un enfoque especializado. El éxito depende del uso de métodos convencionales como el rectificado, el torneado o el fresado, adaptando las herramientas y los parámetros para gestionar las propiedades únicas del material, como la alta expansión térmica y la blandura.
El desafío principal en el mecanizado de PTFE no es la dureza del material, sino la gestión térmica y la deformación. El objetivo es utilizar herramientas excepcionalmente afiladas para crear una acción de corte limpia, generando una viruta distinta en lugar de frotar o derretir el material, lo que conduce a un acabado deficiente e imprecisión dimensional.

Principios fundamentales para el mecanizado de PTFE
Para mecanizar PTFE eficazmente, debe controlar sus características inherentes. Ignorar estos principios es la causa principal de los intentos fallidos.
El desafío principal: la expansión térmica
El PTFE se expande y contrae significativamente con los cambios de temperatura. La fricción del mecanizado puede generar suficiente calor como para que la pieza quede fuera de tolerancia antes de que el corte haya terminado.
Todas las recomendaciones posteriores, desde la selección de herramientas hasta el uso de refrigerante, están diseñadas para mitigar esta acumulación de calor.
Prevención de la deformación del material
El PTFE es un material blando. Una presión de sujeción excesiva en una mordaza o mandril distorsionará fácilmente la pieza, lo que provocará dimensiones finales imprecisas.
Asimismo, las herramientas desafiladas o los cortes agresivos empujarán y deformarán el material en lugar de cortarlo limpiamente.
El papel fundamental de la nitidez de la herramienta
Un filo de corte excepcionalmente afilado no es negociable. Una herramienta afilada reduce las fuerzas de corte, lo que a su vez minimiza el calor por fricción y la deformación del material.
Las herramientas deben reafilarse regularmente para mantener este filo agudo, ya que incluso un desgaste menor puede degradar drásticamente el rendimiento.
Métodos de mecanizado y herramientas recomendadas
Aunque se utilizan máquinas estándar, las herramientas y la configuración son específicas para las demandas del PTFE.
Herramientas: por qué se prefieren los carburos sin recubrimiento
Las herramientas de carburo sin recubrimiento y afiladas o con punta de Stellite son la opción ideal. Las herramientas recubiertas pueden aumentar la fricción, mientras que el acero de alta velocidad (HSS) se desafila demasiado rápido.
Una cuchilla con avance positivo (entre 0 y 15 grados) en la herramienta ayuda a crear una acción de cizallamiento y reduce las fuerzas de corte, promoviendo un corte más limpio.
Operaciones de rectificado
El rectificado es un método común y eficaz para el acabado del PTFE curado.
Utilice muelas de carburo de silicio (grano 80-30) con una unión de caucho o poliuretano. Para un acabado más fino, se puede utilizar una muela de óxido de aluminio. La velocidad de rectificado debe ser similar a la utilizada para el hierro fundido, con una muela abierta y abundante refrigerante.
Torneado y fresado
Para el torneado y el fresado, el enfoque sigue siendo el uso de herramientas afiladas y la gestión del calor. Las máquinas CNC de alta precisión proporcionan el control necesario para obtener resultados precisos y repetibles.
Comprensión de las trampas y parámetros clave
El éxito reside en equilibrar varios factores en competencia. Equivocarse en uno puede comprometer toda la operación.
El equilibrio entre velocidad y velocidad de avance
Existe una relación delicada entre la velocidad de corte y la velocidad de avance.
Generalmente, utilice velocidades de corte más lentas (un rango inicial de 200 a 500 pies superficiales por minuto) y velocidades de avance moderadas a altas (0.002 a 0.010 pulgadas por revolución). Esta combinación asegura que la herramienta esté eliminando activamente una viruta en lugar de frotar la superficie, lo que generaría un calor excesivo. Una velocidad de avance demasiado lenta provoca fricción; una demasiado rápida puede causar astillamiento.
La importancia del refrigerante
La refrigeración suficiente es obligatoria. Utilice aire a presión, un sistema de niebla o un refrigerante soluble en agua para eliminar continuamente el calor y las virutas de la zona de corte. Esta es la forma más directa de combatir la expansión térmica durante el corte.
Sujeción de la pieza y presión de apriete
Aplique la presión de sujeción mínima necesaria para sujetar la pieza de trabajo de forma segura. Esto evita que el material se distorsione o se comprima, lo que arruinaría la precisión dimensional.
Lograr tolerancias estrictas
Una buena regla general para las tolerancias generales en piezas de PTFE es +/- 0.001 pulgadas por pulgada de dimensión. Se pueden lograr tolerancias más estrictas, pero requieren grados de PTFE reforzados y altamente estables y un control meticuloso de todo el proceso de mecanizado.
Post-mecanizado: desbarbado
Después del mecanizado, el PTFE tendrá bordes afilados o "rebabas". Estas deben eliminarse con cuidado con un cuchillo afilado o una herramienta de desbarbado dedicada, ya que pueden afectar el rendimiento o el montaje de la pieza final.
Cómo aplicar esto a su proyecto
Sus parámetros específicos dependerán de su objetivo principal.
- Si su enfoque principal es la alta precisión y las tolerancias estrictas: Priorice la presión de sujeción mínima, un entorno con temperatura controlada y control CNC de alta precisión.
- Si su enfoque principal es un excelente acabado superficial: Enfatice el uso de herramientas de carburo sin recubrimiento excepcionalmente afiladas con avance positivo y un suministro constante de refrigerante.
- Si su enfoque principal es la simple eliminación de material: Puede ser más flexible, pero gestionar el calor para evitar la delaminación de la unión sigue siendo el factor crítico.
En última instancia, el mecanizado exitoso de PTFE es un proceso de delicadeza que recompensa el enfoque en herramientas afiladas y control térmico.
Tabla de resumen:
| Parámetro clave | Recomendación |
|---|---|
| Desafío principal | Gestión de la expansión térmica y la deformación |
| Herramientas ideales | Carburo sin recubrimiento afilado con avance positivo |
| Velocidad de corte | 200-500 pies superficiales por minuto (SFM) |
| Velocidad de avance | 0.002-0.010 pulgadas por revolución |
| Refrigerante | Aire a presión, niebla o refrigerante soluble en agua es obligatorio |
| Tolerancia general | +/- 0.001 pulgadas por pulgada de dimensión |
¿Necesita mecanizar un componente complejo de PTFE con precisión?
En KINTEK, nos especializamos en el mecanizado de PTFE adherido para las industrias de semiconductores, médica y de laboratorio. Nuestra experiencia en la gestión de la expansión térmica y el uso de herramientas especializadas garantiza que sus piezas cumplan con tolerancias estrictas y acabados superficiales superiores.
Ofrecemos fabricación personalizada desde prototipos hasta pedidos de alto volumen. Permítanos manejar los desafíos del mecanizado de PTFE para que obtenga una pieza fiable y de alto rendimiento.
¡Contacte a KINTEK hoy para discutir su proyecto de mecanizado de PTFE!
Guía Visual
Productos relacionados
- Mecanizado a medida moldeado PTFE Teflon fabricante de piezas para el laboratorio ITO FTO vidrio conductor de limpieza Cesta de la flor
- Celda de muestra cónica de PTFE mecanizada a medida, recipiente triangular de fluoropolímero resistente a la corrosión para análisis de trazas
- Varillas de PTFE rellenas de grafito personalizadas para aplicaciones industriales avanzadas
- Cintas Selladoras de PTFE Personalizadas para Aplicaciones Industriales y de Alta Tecnología
- Paleta de agitación resistente a la corrosión de PTFE y disco de dispersión dentado personalizable para mezcla química y farmacéutica
La gente también pregunta
- ¿Cómo se comparan las cestas florales de PTFE con los portadores de cuarzo o acero inoxidable? Maximice el ROI con Soluciones de Bajo Costo Total de Propiedad
- ¿Qué ventajas ofrecen las cestas de flores de PTFE para la industria fotovoltaica y de energía solar? Aumente la eficiencia de las celdas
- ¿Cómo contribuyen las cestas de flores de PTFE a la pureza en la fabricación de semiconductores? Alcanza pureza inferior a 10 ppt y lixiviación cero
- ¿Cómo contribuye una cesta de flores de PTFE al enjuague y secado eficientes de los sustratos? Eficiencia de procesos de Boost Lab
- ¿Qué factores contribuyen a la integridad mecánica a largo plazo de las cestas florales de PTFE bajo ciclado térmico? Guía de expertos.



















