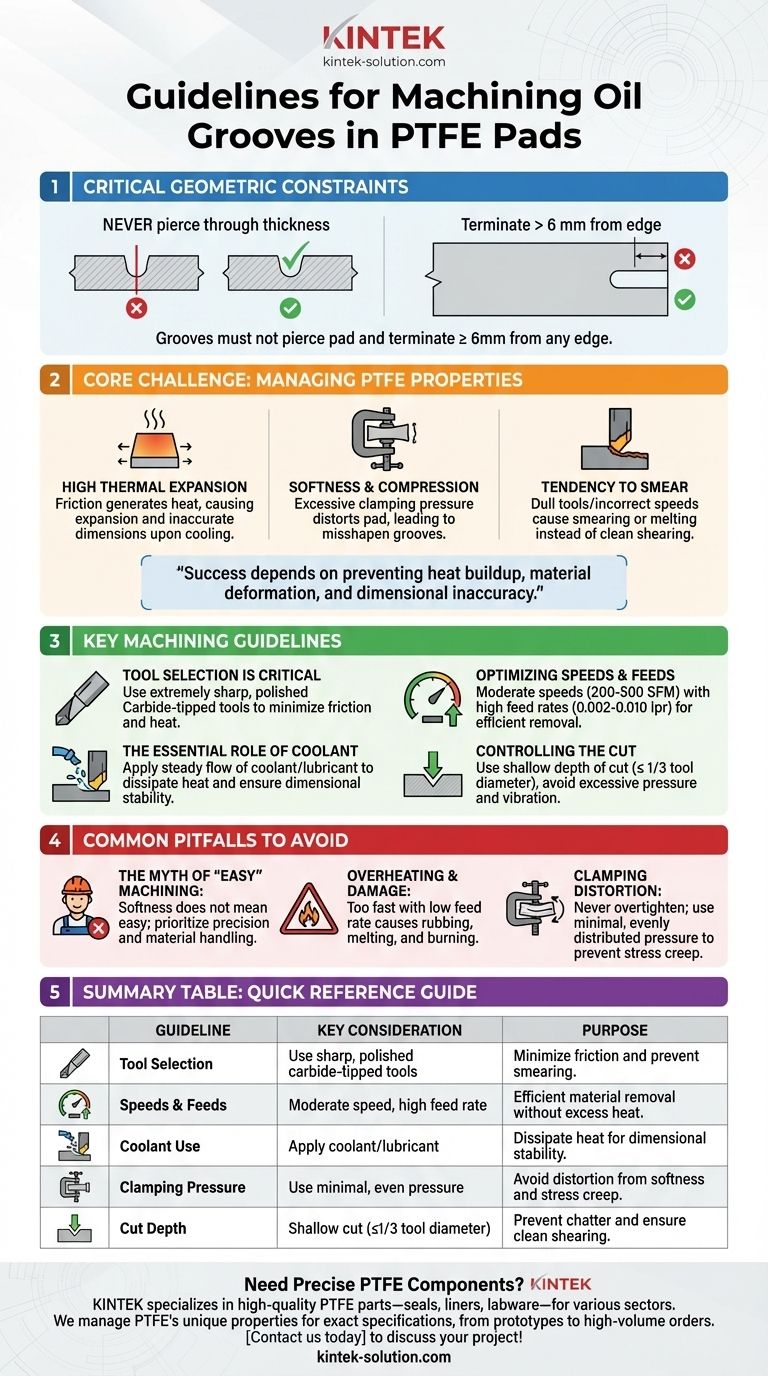
El mecanizado de ranuras para aceite en almohadillas de PTFE se rige por algunas restricciones geométricas críticas y una profunda comprensión de las propiedades únicas del material. El proceso es similar al mecanizado de hierro fundido, pero las ranuras nunca deben perforar el espesor de la almohadilla y deben terminar al menos a 6 mm de cualquier borde. Si bien la forma y profundidad específicas de la ranura son flexibles y dependen de su aplicación, mecanizarla con éxito requiere técnicas específicas para gestionar la naturaleza del PTFE.
El desafío principal no es la geometría de la ranura para aceite, sino controlar la suavidad inherente y la alta expansión térmica del PTFE durante el proceso de mecanizado. El éxito depende del uso de las herramientas y técnicas adecuadas para prevenir la acumulación de calor, la deformación del material y la imprecisión dimensional.

El Desafío Central: Trabajar con las Propiedades del PTFE
Para mecanizar el PTFE de manera efectiva, debe diseñar su proceso en torno a sus características fundamentales, no a pesar de ellas. Su suavidad facilita el corte, pero sus otras características presentan desafíos significativos para la precisión.
Alta Expansión Térmica
El PTFE se expande y contrae significativamente con los cambios de temperatura. La fricción de una herramienta de corte genera calor, lo que puede hacer que el material se expanda durante el corte, lo que resulta en una dimensión de ranura inexacta una vez que se enfría.
Suavidad y Compresión
El material es blando y se comprime fácilmente. Una presión de sujeción excesiva distorsionará la almohadilla, y cualquier ranura mecanizada en ella tendrá una forma incorrecta una vez que se libere la presión. Esta propiedad, conocida como fluencia por tensión (stress creep), dificulta el mantenimiento de tolerancias estrictas.
Tendencia a Mancharse
Si las herramientas de corte están desafiladas o las velocidades de corte son incorrectas, el PTFE puede mancharse o derretirse en lugar de cortarse limpiamente. Esto da como resultado un acabado superficial deficiente y puede obstruir la herramienta de corte.
Pautas Clave de Mecanizado para Ranuras de PTFE
Adherirse a las mejores prácticas para herramientas, velocidades y manipulación de la pieza de trabajo es esencial para un resultado preciso y limpio. Estas pautas están diseñadas para mitigar los desafíos que plantea el material en sí.
La Selección de Herramientas es Crítica
Sus herramientas de corte deben estar extremadamente afiladas y pulidas. Se prefieren encarecidamente las herramientas con punta de carburo, ya que mantienen un borde afilado por más tiempo y generan menos calor por fricción que el Acero Rápido (HSS). Una superficie de herramienta lisa asegura que las virutas fluyan fácilmente.
Optimización de Velocidades y Avances
El objetivo es eliminar material de manera eficiente sin generar calor excesivo. Utilice velocidades de corte moderadas (un punto de partida es de 200 a 500 pies de superficie por minuto) combinadas con tasas de avance relativamente altas (0.002 a 0.010 pulgadas por revolución). Una tasa de avance más alta asegura que la herramienta esté cortando material fresco constantemente y ayuda a evacuar las virutas rápidamente.
El Papel Esencial del Refrigerante
Se recomienda encarecidamente el uso de un refrigerante o lubricante para cualquier operación intensiva en calor en PTFE. Un flujo constante de refrigerante disipa el calor en la interfaz de corte, previniendo la expansión térmica y asegurando la estabilidad dimensional.
Control del Corte
Utilice una profundidad de corte superficial, idealmente no más de un tercio del diámetro de la herramienta. Evite la presión excesiva y la vibración, ya que pueden hacer que el material blando vibre o se deforme, lo que resulta en un acabado superficial deficiente.
Errores Comunes a Evitar
Comprender lo que puede salir mal es tan importante como conocer el procedimiento correcto. Muchos maquinistas nuevos en PTFE cometen errores predecibles que comprometen la pieza final.
El Mito del Mecanizado "Fácil"
Aunque el PTFE es blando y no causa un desgaste significativo de la herramienta, esto no lo hace fácil de mecanizar con precisión. Su suavidad es la fuente de los principales desafíos: distorsión bajo presión y dificultad para lograr un corte limpio.
Sobrecalentamiento y Daño al Material
Hacer funcionar la herramienta demasiado rápido con una tasa de avance baja es un error común. Esto hace que la herramienta roce contra el material en lugar de cortarlo, generando un calor localizado intenso que puede derretir o quemar el PTFE, arruinando la almohadilla.
Distorsión por Sujeción
Nunca apriete demasiado una almohadilla de PTFE en una mordaza o accesorio. El material se comprimirá y la ranura mecanizada no cumplirá con sus dimensiones requeridas una vez que se suelte la pieza. Utilice una presión de sujeción mínima y distribuida uniformemente.
Tomar la Decisión Correcta para su Objetivo
Su objetivo específico determinará qué aspecto del proceso debe priorizar.
- Si su enfoque principal es la precisión dimensional: Priorice la gestión térmica con abundante refrigerante y utilice una presión de sujeción mínima para evitar cualquier distorsión de la almohadilla.
- Si su enfoque principal es un acabado superficial limpio: Utilice herramientas de carburo excepcionalmente afiladas y pulidas con altas tasas de avance para asegurar que el material se corte limpiamente en lugar de mancharse.
- Si está configurando un nuevo proceso: Comience con velocidades de corte conservadoras y concéntrese en una eliminación efectiva de las virutas antes de aumentar gradualmente los parámetros para encontrar el equilibrio óptimo para su equipo.
En última instancia, el mecanizado exitoso de PTFE proviene de respetar las propiedades únicas del material a través de una preparación cuidadosa y una ejecución precisa.
Tabla de Resumen:
| Directriz | Consideración Clave | Propósito |
|---|---|---|
| Selección de Herramientas | Usar herramientas afiladas y pulidas con punta de carburo | Minimizar la fricción y prevenir que el material se manche |
| Velocidades y Avances | Velocidad moderada (200-500 SFM), alta tasa de avance | Eliminación eficiente del material sin calor excesivo |
| Uso de Refrigerante | Aplicar refrigerante/lubricante durante el corte | Disipar el calor para mantener la estabilidad dimensional |
| Presión de Sujeción | Usar presión mínima y uniforme | Evitar la distorsión debida a la suavidad del PTFE y la fluencia por tensión |
| Profundidad de Corte | Corte superficial (≤1/3 del diámetro de la herramienta) | Prevenir la vibración y asegurar un corte limpio |
¿Necesita componentes de PTFE mecanizados a medida y precisos?
En KINTEK, nos especializamos en la fabricación de piezas de PTFE de alta calidad, incluidos sellos, revestimientos y material de laboratorio personalizado, para los sectores de semiconductores, médico, de laboratorio e industrial. Nuestra experiencia en la gestión de las propiedades únicas del PTFE garantiza que sus componentes se mecanizen con especificaciones exactas, evitando errores comunes como la expansión térmica y la deformación.
Ofrecemos fabricación personalizada desde prototipos hasta pedidos de gran volumen, priorizando la precisión y la durabilidad. Permítanos manejar las complejidades del mecanizado de PTFE por usted.
Contáctenos hoy para discutir los requisitos de su proyecto y obtener una cotización.
Guía Visual
Productos relacionados
- Disco de dispersión de PTFE de alta pureza resistente a la corrosión y paleta de agitación inerte para mezcla en industrias alimentaria, farmacéutica y cosmética
- Disco de dispersión PTFE grado alimenticio y cosmético, paleta de agitación grande antiadherente y resistente a la corrosión, impulsor personalizable
- Placa de aislamiento térmico de PTFE personalizable, resistente a altas temperaturas y corrosión, soporte de laboratorio por capas de varios niveles
- Soporte de fluoropolímero sin metal de tabla de aislamiento térmico de PTFE resistente a altas temperaturas y corrosión para laboratorios ultra limpios
- Disco de agitación de PTFE resistente a la corrosión, plato de dispersión química, accesorio para mezclador de fluoropolímero de 350 mm de diámetro
La gente también pregunta
- ¿Qué es la dispersión de PTFE y cómo se utiliza? Una guía sobre recubrimientos antiadherentes y resistencia química
- ¿Cuál es el método de dispersión para producir PTFE y cuáles son sus productos? Ideal para recubrimientos delgados y películas
- ¿Cuáles son las aplicaciones de la dispersión de PTFE? Una guía sobre recubrimientos antiadherentes, resistentes a productos químicos y más
- ¿Cuáles son las especificaciones de tolerancia para el espesor de los discos de PTFE? ¿Por qué ±20% es el estándar de la industria?
- ¿Cuáles son los beneficios de las barras agitadoras de PTFE? Garantizan la pureza química y protegen su material de laboratorio