La mejor práctica para instalar empaquetaduras de prensaestopas de teflón es un proceso preciso y metódico centrado en la limpieza y la compresión correcta. Implica limpiar meticulosamente la caja de empaquetadura, cortar con precisión cada anillo de empaque, instalarlos uno por uno con juntas escalonadas, y apretar el seguidor de prensaestopas lo suficiente para controlar las fugas sin estrangular el eje.
El objetivo principal de la instalación de la empaquetadura del prensaestopas no es eliminar completamente las fugas mediante fuerza bruta, sino crear un sello dinámico que permita una fuga mínima y controlada para la lubricación. El apriete excesivo es la causa más común de fallo prematuro de la empaquetadura y del equipo.

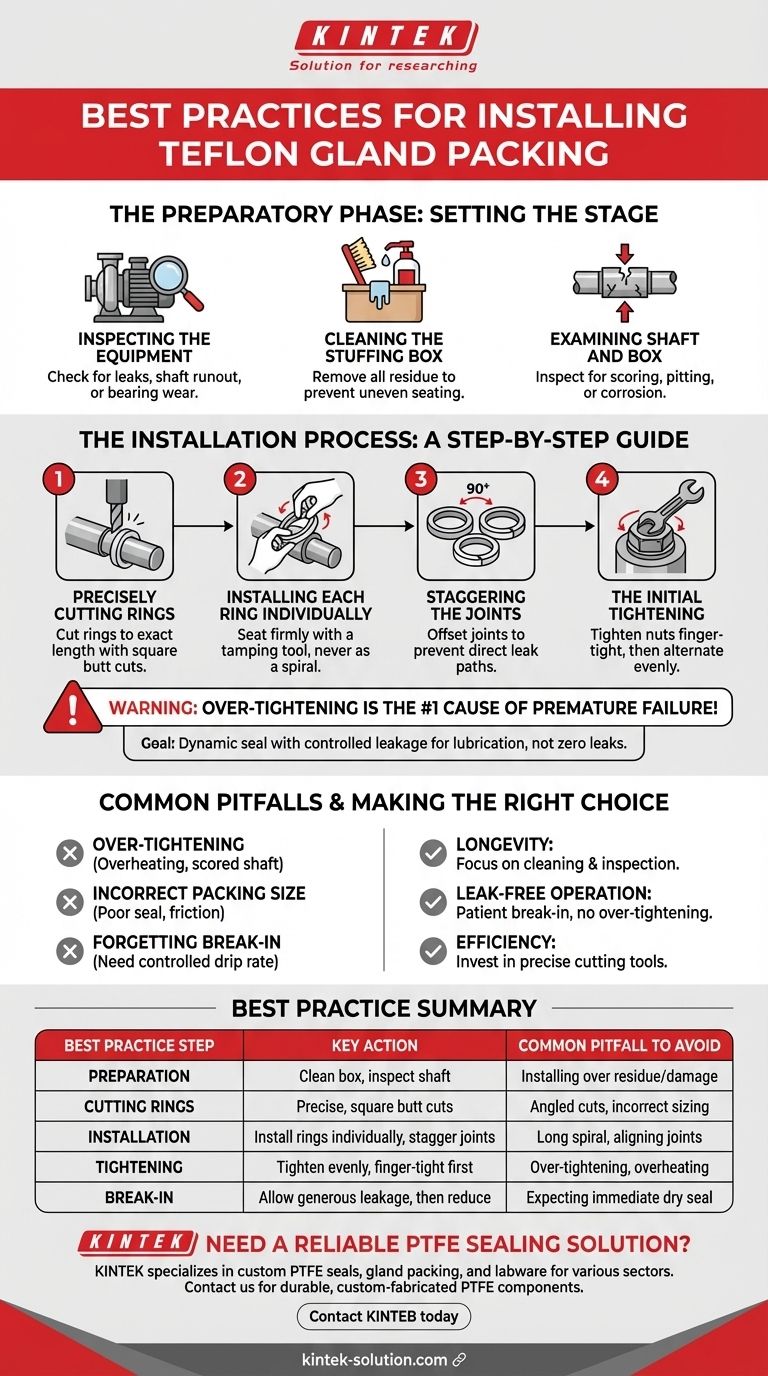
La Fase Preparatoria: Preparando el Escenario para el Éxito
La preparación adecuada es responsable de más de la mitad de una instalación exitosa. Omitir estos pasos asegura que incluso las empaquetaduras de la más alta calidad fallen prematuramente.
### Inspección del Equipo
Antes de retirar la empaquetadura vieja, inspeccione cuidadosamente la bomba o la válvula. Busque fugas existentes, descentramiento del eje o desgaste de los cojinetes. Una empaquetadura nueva no puede solucionar problemas mecánicos subyacentes.
### Limpieza Exhaustiva de la Caja de Empaquetadura
Una vez retirada la empaquetadura vieja, la caja de empaquetadura y el eje deben limpiarse por completo. Cualquier residuo restante, sarro o arenilla hará que la nueva empaquetadura se asiente de manera desigual y puede rayar el eje.
### Examen del Estado del Eje y la Caja
Inspeccione el eje o vástago en busca de rayones, picaduras o corrosión. Una superficie dañada desgarrará rápidamente la nueva empaquetadura. De manera similar, verifique el interior de la caja de empaquetadura en busca de cualquier desgaste o daño que pueda comprometer el sello.
El Proceso de Instalación: Una Guía Paso a Paso
La precisión y la paciencia durante la instalación son críticas. Apresurar esta etapa conducirá a retrabajo y tiempo de inactividad innecesario.
### Corte Preciso de los Anillos de Empaque
Cada anillo de empaque debe cortarse a la longitud exacta requerida. Utilice un cortador de empaques dedicado y un mandril del mismo diámetro exacto que el eje para asegurar un corte a tope limpio y recto. Los cortes angulados o "biselados" no se recomiendan para la mayoría de las aplicaciones.
### Instalación Individual de Cada Anillo
Nunca instale la empaquetadura como una espiral larga. Cada anillo precortado debe instalarse individualmente. Abra el anillo con un movimiento de torsión para evitar dañar su estructura, colóquelo sobre el eje y asiénte firmemente en el fondo de la caja de empaquetadura usando una herramienta de apisonamiento o un casquillo partido.
### Escalonamiento de las Juntas de los Anillos
Instale los anillos subsiguientes uno a la vez, asegurándose de que la junta de cada nuevo anillo esté desplazada al menos 90 grados con respecto al anterior. Este escalonamiento evita que se forme una ruta de fuga directa a lo largo del eje.
### La Secuencia de Apriete Inicial
Después de instalar el último anillo, baje el seguidor de prensaestopas uniformemente. Apriete las tuercas primero con los dedos. Luego, use una llave para apretar cada tuerca una o dos caras a la vez, alternando entre ellas para asegurar que el seguidor permanezca paralelo a la cara de la caja de empaquetadura.
Errores Comunes a Evitar
La diferencia entre un sello duradero y un fallo rápido a menudo radica en evitar algunos errores comunes.
### Los Peligros del Apriete Excesivo
Este es el error más crítico. La sobrecompresión evita que la empaquetadura reciba la lubricación necesaria del fluido del proceso, lo que provoca sobrecalentamiento y endurecimiento. Esto conduce a una superficie de empaquetadura vidriada, un eje rayado y, en última instancia, una fuga catastrófica.
### Uso de Empaquetadura de Tamaño Incorrecto
Usar empaquetadura con una sección transversal demasiado pequeña hará imposible lograr un sello adecuado. La empaquetadura demasiado grande será difícil de instalar y generará fricción y calor excesivos una vez comprimida.
### Olvidar el Período de Rodaje
La empaquetadura recién instalada requiere un breve período de rodaje. Ponga en marcha el equipo y permita una tasa de fuga generosa. Apriete gradualmente las tuercas del seguidor de prensaestopas en pequeños incrementos (por ejemplo, un sexto de vuelta) durante la primera hora de operación hasta que la fuga se reduzca a una tasa de goteo controlada adecuada para la lubricación.
Tomar la Decisión Correcta para su Objetivo
Su enfoque para la instalación se puede ajustar en función de su objetivo principal para el equipo.
- Si su enfoque principal es la máxima longevidad del equipo: Priorice la limpieza meticulosa y una inspección exhaustiva del eje y la caja de empaquetadura antes de comenzar.
- Si su enfoque principal es una operación sin fugas: Resista la tentación de apretar demasiado al arrancar; en su lugar, comprométase con un período de rodaje y ajuste paciente para lograr una tasa de goteo estable y mínima.
- Si su enfoque principal es la eficiencia operativa: Invierta en herramientas de corte precisas y mandriles de dimensionamiento para asegurar que cada anillo sea perfecto, permitiendo una instalación más rápida y confiable cada vez.
En última instancia, una instalación exitosa transforma la empaquetadura de prensaestopas de teflón de un componente simple a un sistema de sellado de alto rendimiento y confiable.
Tabla Resumen:
| Paso de Mejor Práctica | Acción Clave | Error Común a Evitar |
|---|---|---|
| Preparación | Limpiar a fondo la caja de empaquetadura e inspeccionar el eje en busca de daños. | Instalar empaquetadura sobre residuos viejos o un eje rayado. |
| Corte de Anillos | Usar un mandril y cortador para cortes a tope precisos y rectos. | Usar cortes angulados o dimensionamiento incorrecto. |
| Instalación | Instalar anillos individualmente, escalonando las juntas en más de 90 grados. | Instalar como una espiral larga o alinear las juntas. |
| Apriete | Apretar el seguidor de prensaestopas de manera uniforme y gradual, comenzando con los dedos. | Apriete excesivo, que causa sobrecalentamiento y fallo. |
| Rodaje | Permitir fugas generosas al arrancar, luego reducir gradualmente a un goteo. | Esperar un sello completamente seco de inmediato. |
¿Necesita una Solución de Sellado de PTFE Confiable?
La instalación adecuada es fundamental, pero comienza con componentes de PTFE de alta calidad y fabricados con precisión. KINTEK se especializa en sellos de PTFE personalizados, empaquetaduras de prensaestopas y material de laboratorio para los sectores de semiconductores, médico, laboratorio e industrial. Ya sea que necesite prototipos u pedidos de gran volumen, nuestro compromiso con la precisión garantiza un ajuste perfecto y un rendimiento superior.
Contacte a KINTEB hoy para discutir su aplicación específica y obtener una cotización de componentes de PTFE duraderos y fabricados a medida.
Guía Visual
Productos relacionados
- Matraces aforados de PTFE a medida para uso científico e industrial avanzado
- Frasco de reacción pequeño de PTFE, tanque de disolución de muestras de Teflón resistente a la corrosión, contenedor de almacenamiento de fluoropolímero moldeado en una sola pieza
- Barril de almacenamiento de PTFE personalizado de alta pureza con tapa de sellado roscada resistente a la corrosión y propiedades de bajo fondo 15L
- Botella de reacción de reactivo de boca ancha de PTFE personalizada, resistente a la corrosión, a alta temperatura, de gran capacidad, de cuerpo recto, para laboratorio
- Botella Pequeña de Reactivo de PTFE Resistente a la Corrosión, Recipiente de Almacenamiento de Muestras Biofarmacéuticas Antiadherente, Contenedor de Teflón Fácil de Limpiar
La gente también pregunta
- ¿Cuál es la resistividad volumétrica del PTFE y por qué es significativa? Desbloquee un aislamiento eléctrico superior
- ¿Cómo reduce la larga vida útil y la resistencia al desgaste de los rellenos de prensaestopas de Teflón las necesidades de mantenimiento?
- ¿Por qué es importante la propiedad de no mojabilidad de los recubrimientos de teflón para el material de vidrio de laboratorio? Garantice la pureza y precisión experimentales
- ¿Cuáles son las aplicaciones industriales de las propiedades antiadherentes del Teflón? Aumente la eficiencia y prevenga la acumulación
- ¿Cómo beneficia la propiedad antiadherente del PTFE a las aplicaciones industriales? Aumentar la eficiencia y la pureza



















